こちらは新しいシリーズでFATEKのM-PLCを使用し様々な記事を展開していきます。最初にツールのインストール・操作・接続・プログラム作成・Downloadの基本から紹介していきます。
さ、FAを楽しもう。

前書き
いつも私の技術ブログとYouTubeチャンネルをご覧いただき、心より感謝申し上げます。また、いまFullさん(full@桜 八重 (@fulhause) / X)と共に毎週水曜日の夜にお届けしている「高橋クリス」ラジオ番組を運営しています。
技術は独り占めせず、届けるもの
私たちは工場の生産技術や制御に関する技術情報を、ブログや動画などで無料公開しています。「知識は誰でもアクセスできるべき」という信念のもと、現場で役立つ具体的なノウハウやトラブル事例などを発信してきました。すべて無料で続けているのは、「知らなかったせいで困る人」を少しでも減らしたいからです。
また、もしあなたの現場で…
- 「このPLCとデバイスの組み合わせ、ちゃんと動くのかな?」
- 「EtherCAT通信でうまくいかない部分を検証してほしい」
- 「新しいリモートI/Oを試したいけど社内に検証環境がない」
など、困っている構成や試してみたいアイデアがあれば、ぜひお知らせください。機器の貸出や構成の共有が可能であれば、検証し、記事や動画で発信します(ご希望に応じて匿名対応も可能です)。
支援のかたち
現在、私達の活動はほぼ無償で続けており、記事や動画の制作には、時間と検証環境の整備が必要です。この活動を継続的にコンテンツを提供するためには、皆様の温かいご支援が大変重要です。
メンバーシップ(ラジオの応援)
Fullさんとのラジオをより充実させるための支援プランです。
https://note.com/fulhause/membership/join
Amazonギフトリスト
コンテンツ制作に必要な機材・書籍をリストにしています。
https://www.amazon.co.jp/hz/wishlist/ls/H7W3RRD7C5QG?ref_=wl_share
Patreon(ブログ・動画活動への応援)
月額での小さなご支援が、記事の執筆・検証環境の充実につながります。
https://www.patreon.com/user?u=84249391
Paypal
小さな支援が大きな力になります。
https://paypal.me/soup01threes?country.x=JP&locale.x=ja_JP
知ってたら助かること、届けたいだけです
あなたの応援が、知識の共有をもっと自由で持続可能なものにしてくれます。これからもどうぞよろしくお願いします。
soup01threes*gmail.com
技術はひとりじゃもったいない。
FATEK?
FATEK Automation Corp.は、長年PLCの設計開発に携わってきたエンジニアグループにより1992年に台湾で設立されました。製品ラインはPLC、HMI、IoTソリューション、SCADAアプリケーションソフトウェア、OPCサーバー、電源などに重点を置いています。また、より広い応用分野を拡大するため、継続的にR&Dとイノベーションに取り組み、プロフェッショナルで信頼できる総合的なソリューションプロバイダーを目指しています。

M Series PLC?
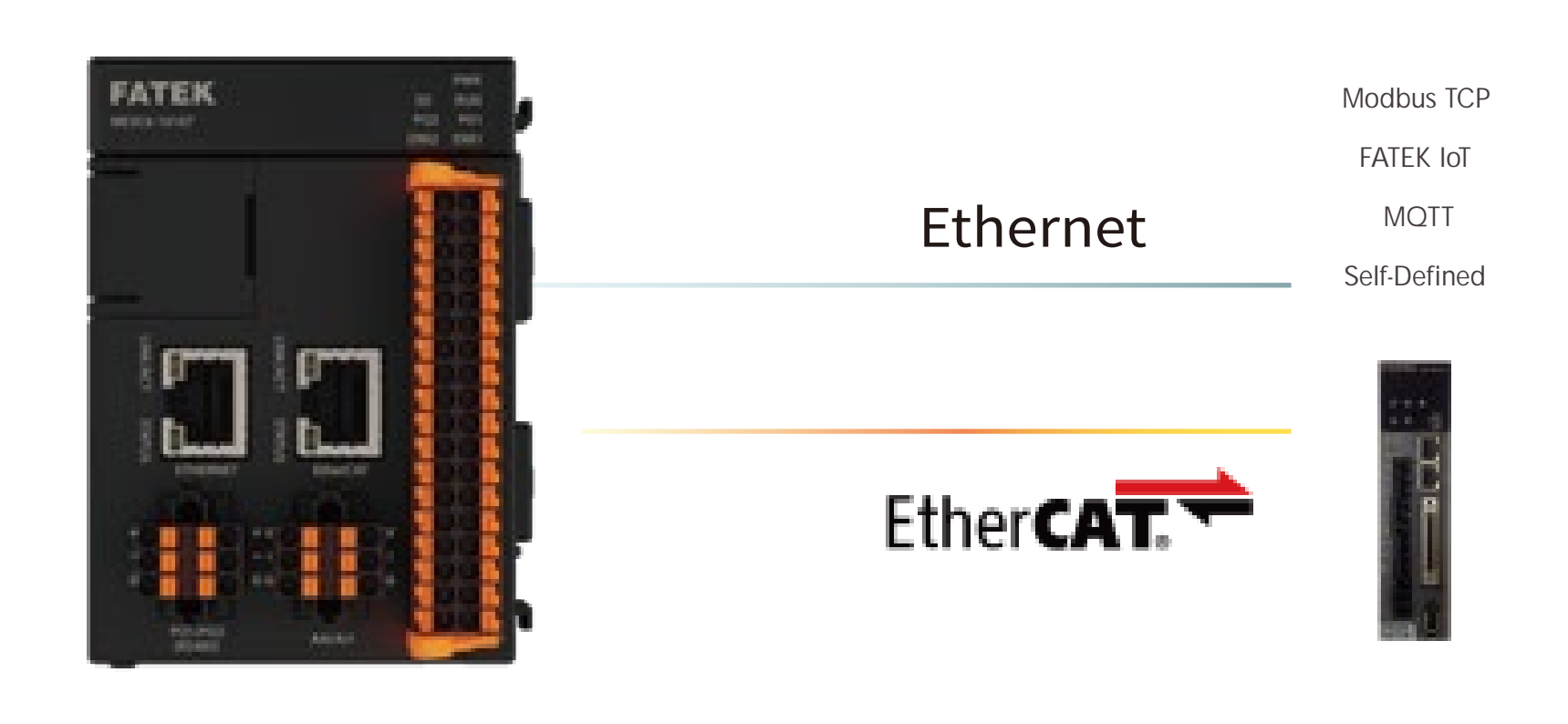
FATEKのMシリーズPLCは、論理演算専用の高性能ハードウェア設計により、長期間にわたり安定したシステム効率を実現します。ファンやヒートシンクを使用しない、低消費電力で安定性の高いシステムアーキテクチャ。複雑で巨大なOSを使用せず、電源投入後、PLCは遅延なく即座に動作します。

独立動作制御CPU
動作制御はPLCロジックプログラムから独立して動作し、複雑な高速・高精度動作制御の実行要件であっても プログラムのスキャン時間やその他の割り込みタスクの影響を受けません。これにより最高の制御精度と安定性を確保できます。

EtherCATは柔軟性と容易さで統合
EtherCATフィールドバスは他ブランドのEtherCATサーボ*とシームレスに接続可能で、高速伝送速度を発揮しながら信頼性が高く効率的な制御方法を提供します。
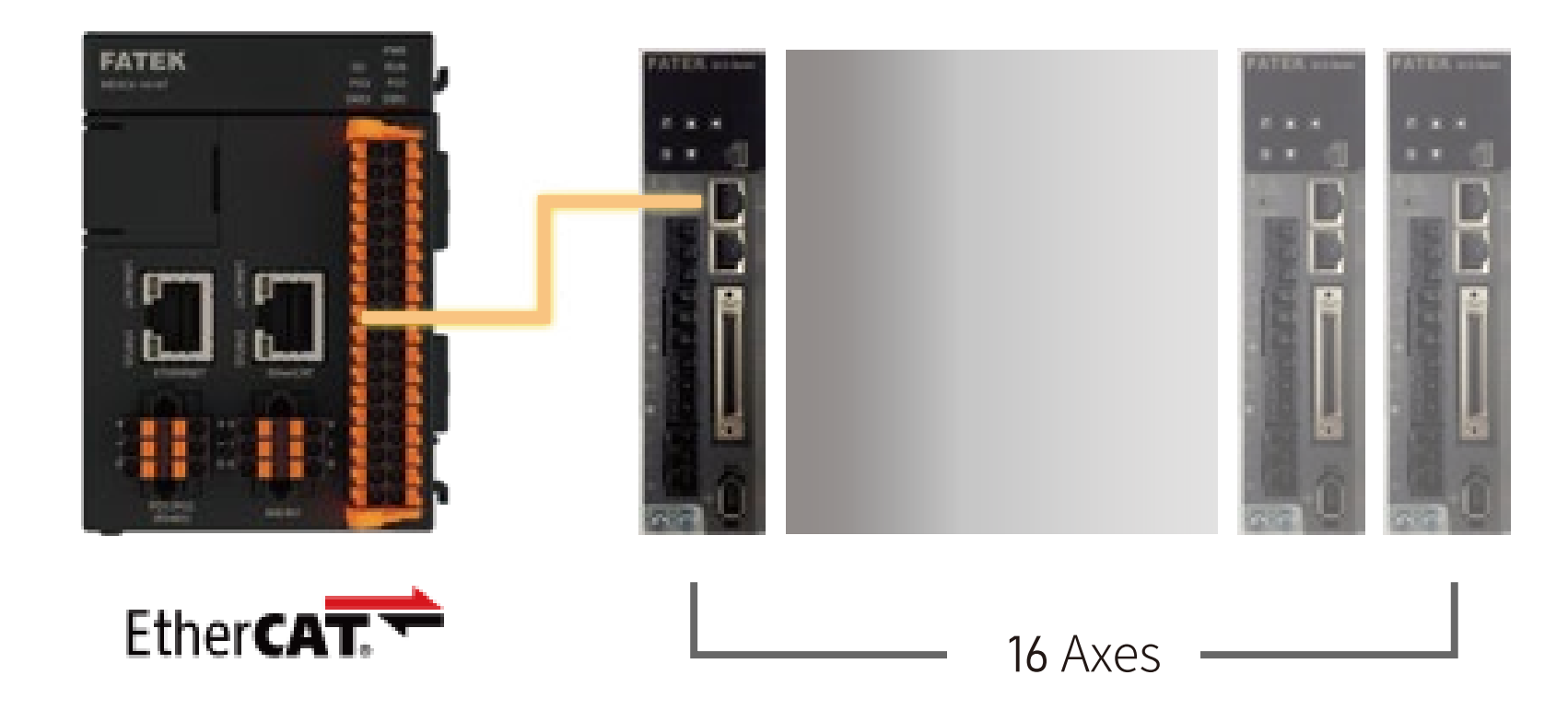
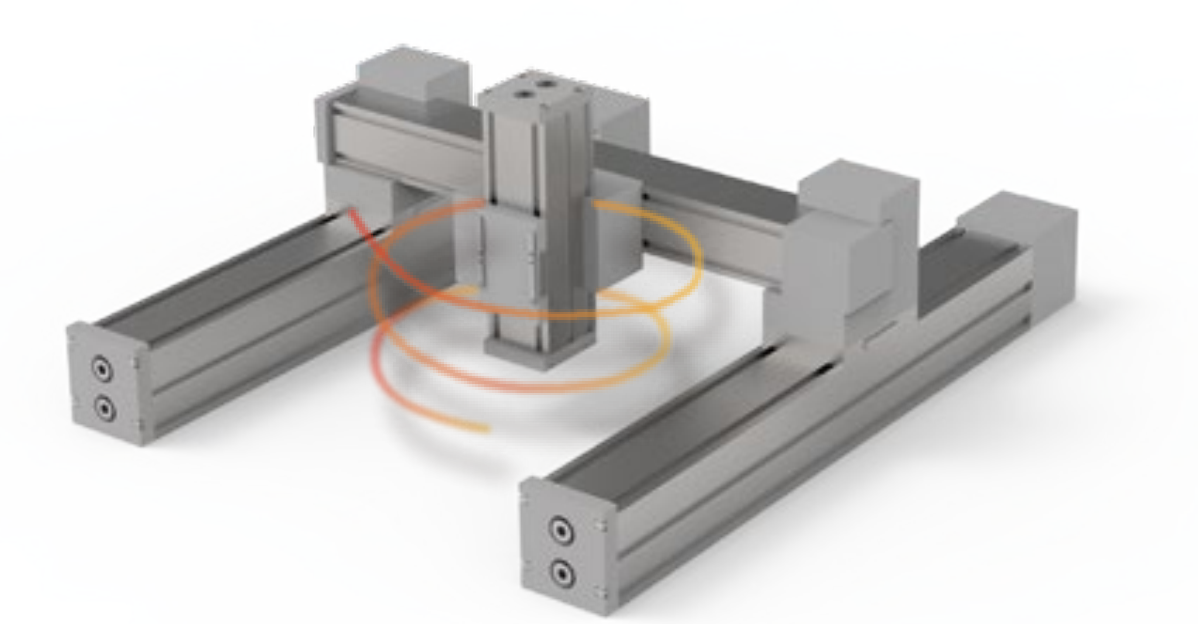
16軸同期モーション制御
モーション制御モジュールの拡張や複数CPUの連結を必要とせず、最大16軸のサーボドライバを同時に制御可能。高精度な多軸同時協調制御を実現。各軸は高度なモーション同期制御を実行可能。
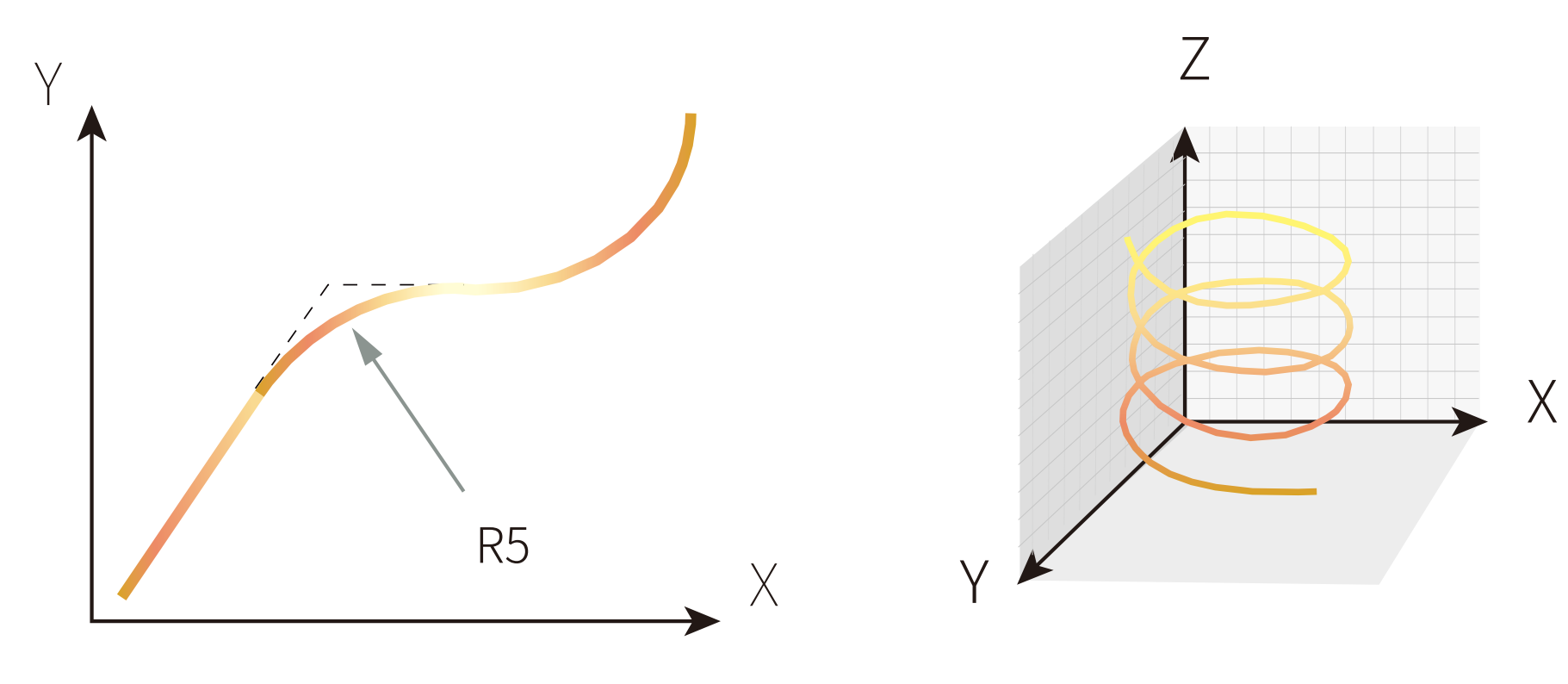
高度な補間機能
内蔵の直線・円弧・螺旋補間機能を備え、二つの運動点間に連続的な点弧を描画可能。また二つの運動軌跡は補助円弧で接続でき、これにより滑らかな遷移を実現し、機械的振動を低減します。
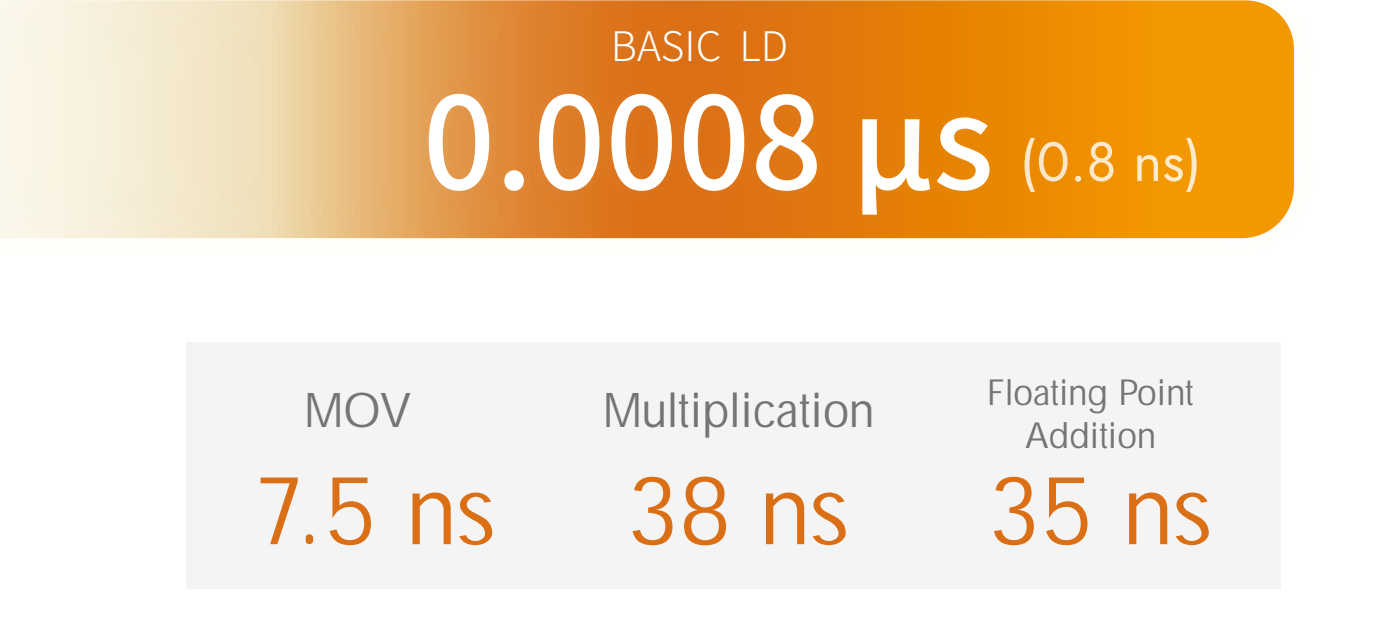
究極のコマンド処理速度
革新的に開発された高性能プロセッサと高性能アルゴリズム。コマンド処理速度において最大0.8nsという究極の速度になります。
超低割り込みレイテンシ
トップクラスの3マイクロ秒という超低割り込みレイテンシにより、高速応答と超低レイテンシを必要とする制御要求に対して、プログラムの複雑さやPLCスキャンサイクル時間に全く影響されず、正確な実行を保証します。

超高精度モーション制御性能
専用モーション制御CPUによるモーション制御関連タスクの独立処理により、複雑または大量のモーション制御コマンドをリアルタイムかつ正確に実行し、スキャン時間に影響を与えません。
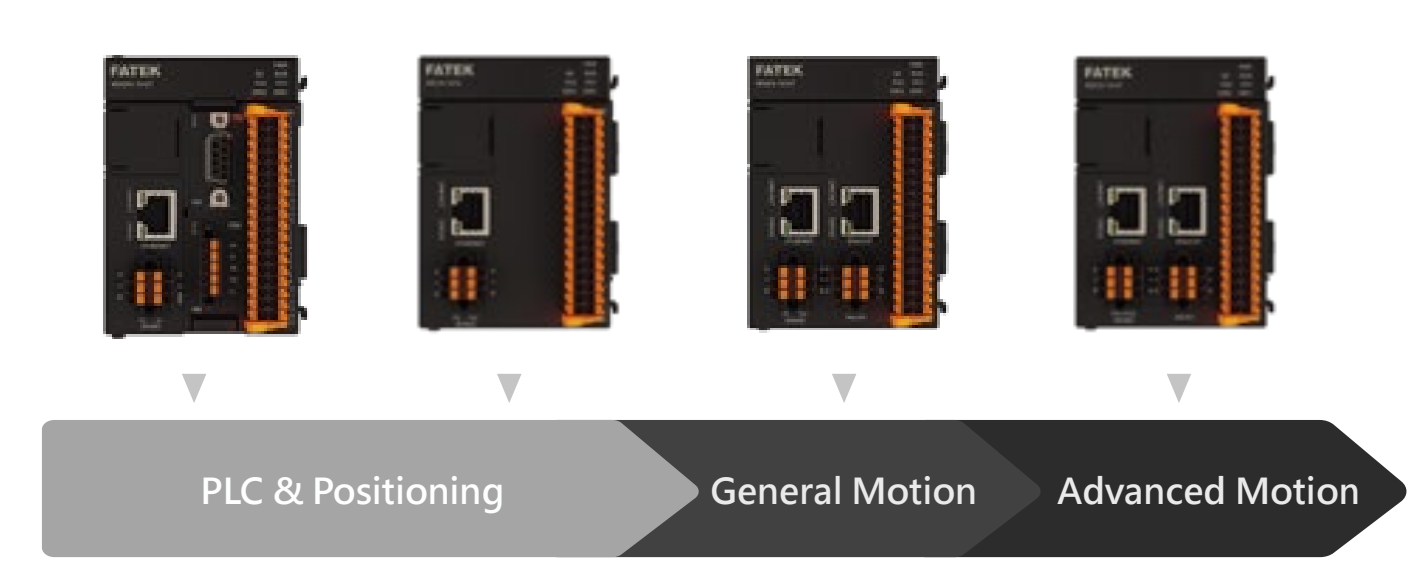
多様なシナリオに対応する汎用モデル
それはMQ、MA、MU、MS、ME:複数の汎用モデルからPLC制御から高度な多軸モーション制御まで揃えています。少数のI/Oポイントから、数万ポイント大規模の工場全体を網羅する包括的制御ソリューションまで 、汎用的で柔軟なソリューションを提供します。
電池不要のプログラムメモリ
不揮発性メモリを使用したプログラムおよびデータメモリが搭載されており、内部データ保存を維持するために電池は不要です。電池切れによるデータ損失や損傷を心配する必要はもうありません。
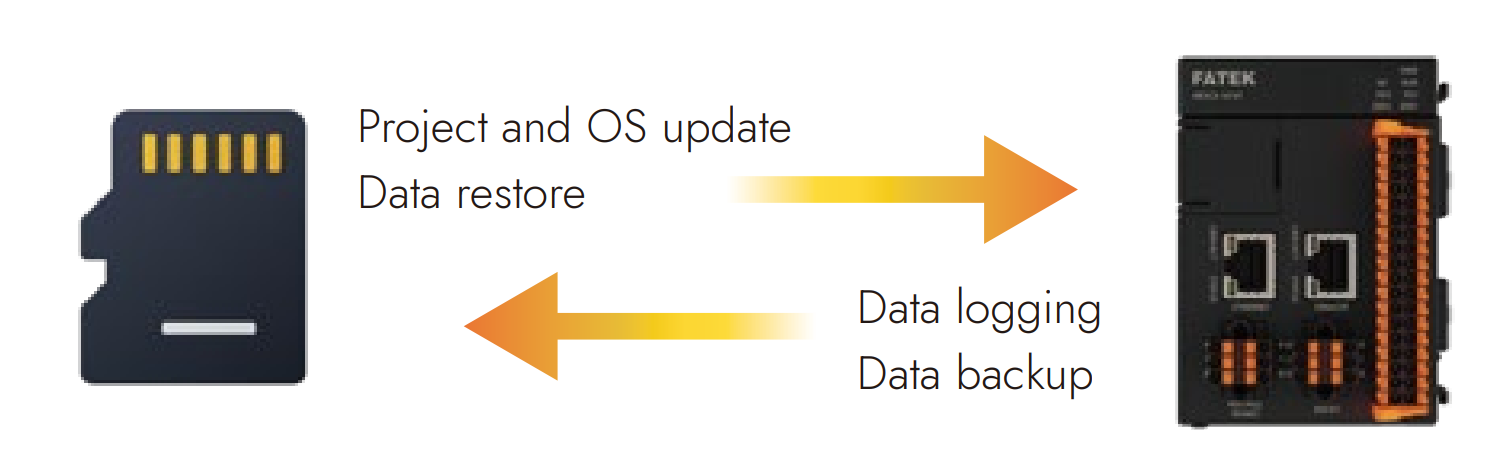
マイクロSDカード拡張スロット
記録されたデータはマイクロSDカードに直接保存可能であり、また プロジェクトやOSの更新、データのバックアップと復元も マイクロSDカードを通じて実行できます。これによりユーザーはコンピュータなしでデータ 記録、プロジェクト読み込み、システムメンテナンスを完了できます。
UperLogic?
UperLogicはプロフェッショナルなPLCソフトウェアで、主に新世代のMシリーズPLCの設計と設定に使用されます。Windowsオペレーティングシステム上で動作し、Windows環境の操作習慣に従って完全に設計されています。
ウィンドウ・インターフェースは、現在一般に使用されているスタイルで表示されます。習得と使用が簡単で、初心者も経験者も非常に効率的な方法で操作できます。本ソフトウェアはプロジェクトコンセプトを採用し、プログラムの開発内容を階層的に視覚的に表示することで、関連する作業内容を一目でユーザーに提示することができます。
直感的な操作でプログラムの開発とメンテナンスが行えます。さらに、便利なキーボードとマウスショートカットの操作方法を提供し、非常に効率的にプログラムの編集とテストを完了することができます。
また、MDI(Multiple Document Interface)編集プログラム画面を提供し、異なるセクションのプログラムを同時に表示し、比較、コピー、編集することができます。

主な機能と特徴
- グローバル・タグ、リージョナル・タグ、システム・タグの完全サポートにより、プログラマーはより直感的な方法でレジスタを設定・管理することができます。
- ラダーダイアグラム(LD)、構造化テキスト(ST)、主流のPLC言語編集をサポートし、カスタムファンクションモジュール(FCM)をサポートします。
- 3つのモードを提供: オフライン編集/オンラインモニタリング/オンライン編集の3つのモードを提供し、より安全で便利なプログラム設計とテストマシンを実現します。
- オンライン・レジスタをリアルタイムで監視するモニタリング・テーブル機能に加え、データ・チャート・ツールも提供され、異なるソースからのレジスタ・データをより直感的に同時にグラフ上に表示し、比較を容易にすることができる。
- 新しいデバイスビュー機能で、PLCとIOモジュールのシステムパラメータとコンフィギュレーションをより直感的に設定できます。デバイスサイズ、消費電力、モジュールリソース、その他の情報を事前に知ることができます。オンラインモニタモードでは、IO データを直接モニタ、変更でき、PLC システムのステータスを把握できます。
- ユーザは、開発作業全体を、異なる機能または他の分類方法に従って、いくつかのプログラム単位に分割することができ、独立した入力注釈およびテストを実行することができ、プログラム開発およびその後の保守作業に大いに役立ちます。
- 多様化するプログラム検索機能は、基本的な検索機能に加え、メモリ設定とクロスリファレンス機能をサポートします。ユーザーがより迅速にメモリの使用状況を理解し、使用するレジスタの関連関数またはプログラムウィンドウ画面を素早く検索して開き、パラメータを変更することができます。
- プログラムの構文チェック機能を提供し、この機能の実行はユーザーから提案することも、ユーザーが操作コマンドを発行したときにシステムが自動的に実行することもできる。
- 知的財産権の保護も万全。プロジェクトパスワード、プログラムパスワード、データパスワード、ダウンロードパスワードに加え、プログラムIDやPLC IDの保護対策も施されており、設計者やオペレーターの役割に応じてユーザーのプロジェクトやシステムを割り当てることができます。異なるパスワード権限により、システムのセキュリティと知的財産を保護します。
- サーボ試運転、モーション監視図、モーション軌跡プレビュー、モーションフローブロックなどの完全なモーションコントロール機能をサポートしています。サーボとカム関連設定(E-CAM)を簡単に設定でき、モーションコントロールプロセスを便利かつ体系的に計画できる。
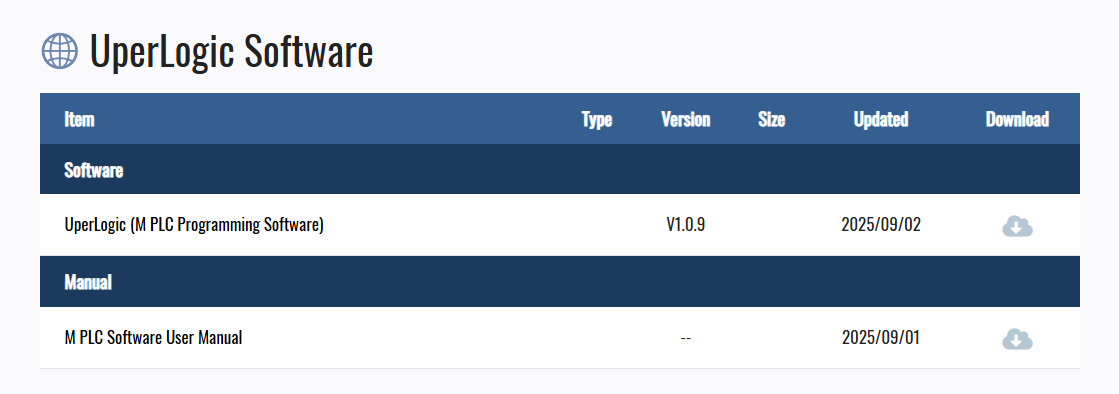
ダウンロード UperLogic
下記のLinkからUperLogicソフトウェアをDownloadします。
https://www.fatek.com/en/download.php?act=list&cid=181
インストール
先程DownloadしたセットアップFileを起動し、Next>で進みます。
Next>で進みます。
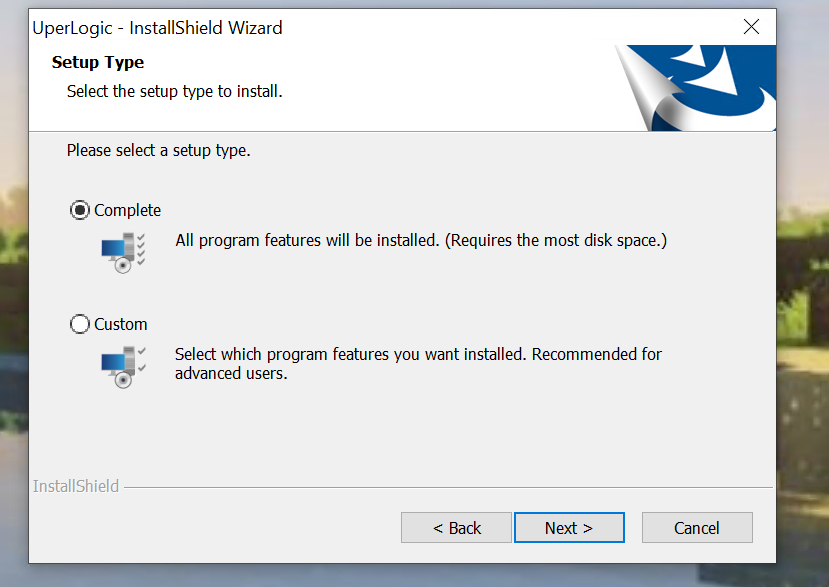
Completeを選択し、Next>で進みます。
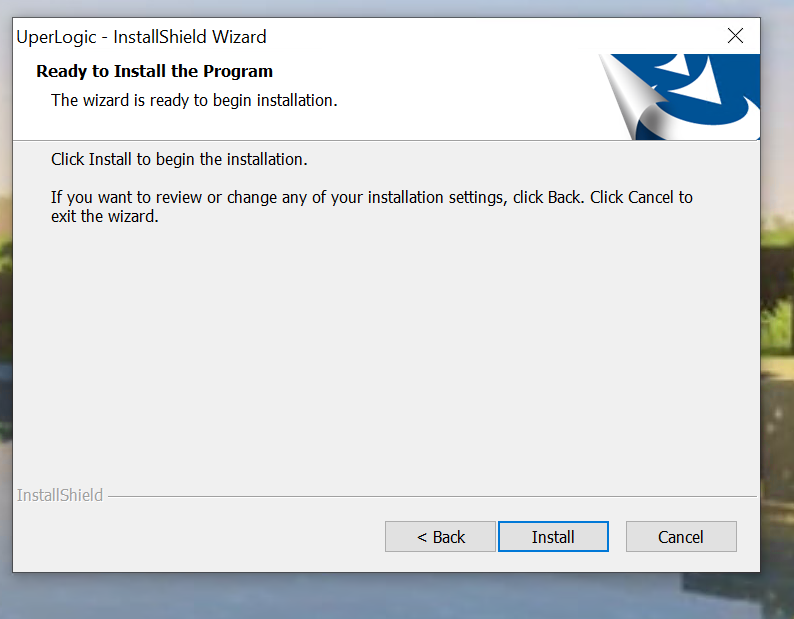
Installをクリックします。
少々お待ち下さい…
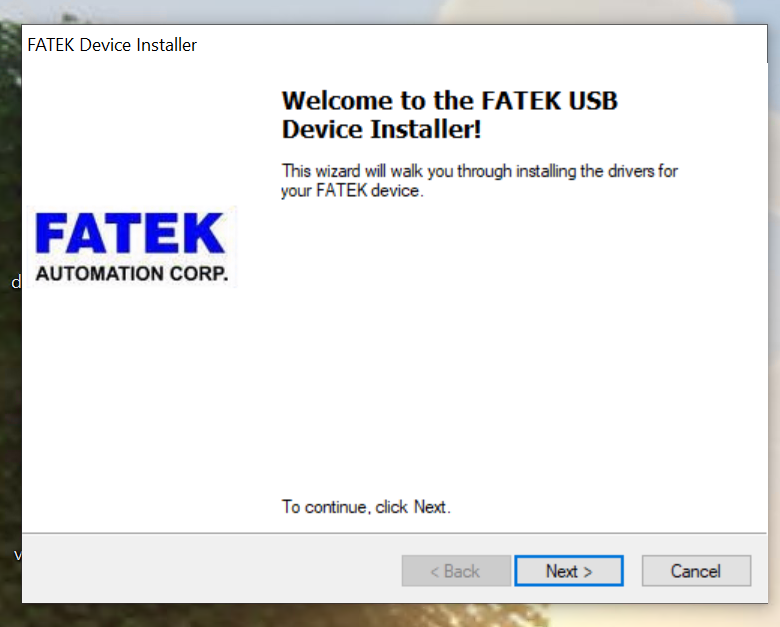
次はFATEKのPLCと接続するUSB Driverインストール画面が表示され、Nextで進みます。
Installで進みます。
Done!
これでUperLogicのインストールは完了しました。
Start UperLogic!
それでは先ほどインストールしたUperLogicを起動しましょう。

少々お待ち下さい…

Done!
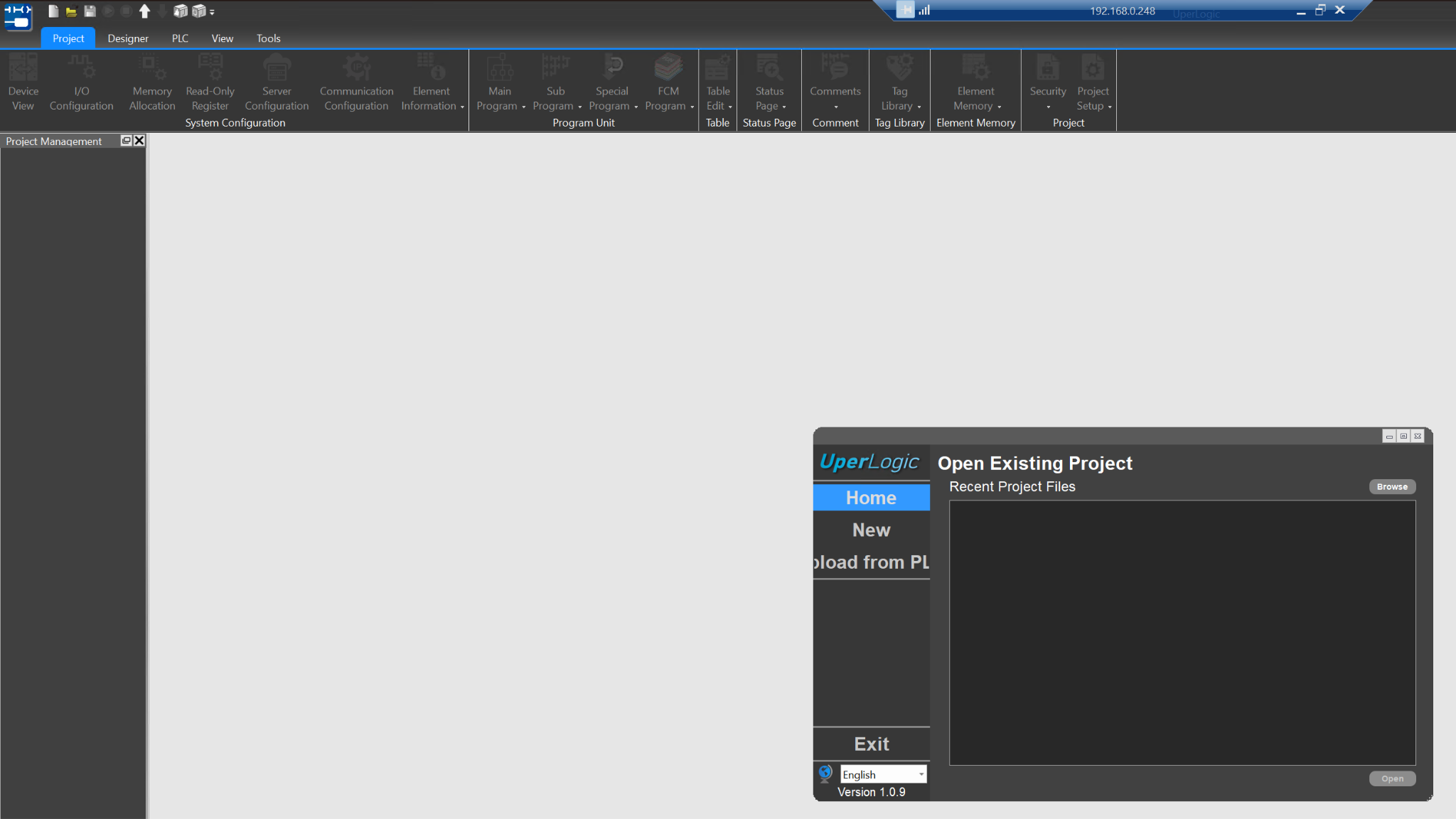
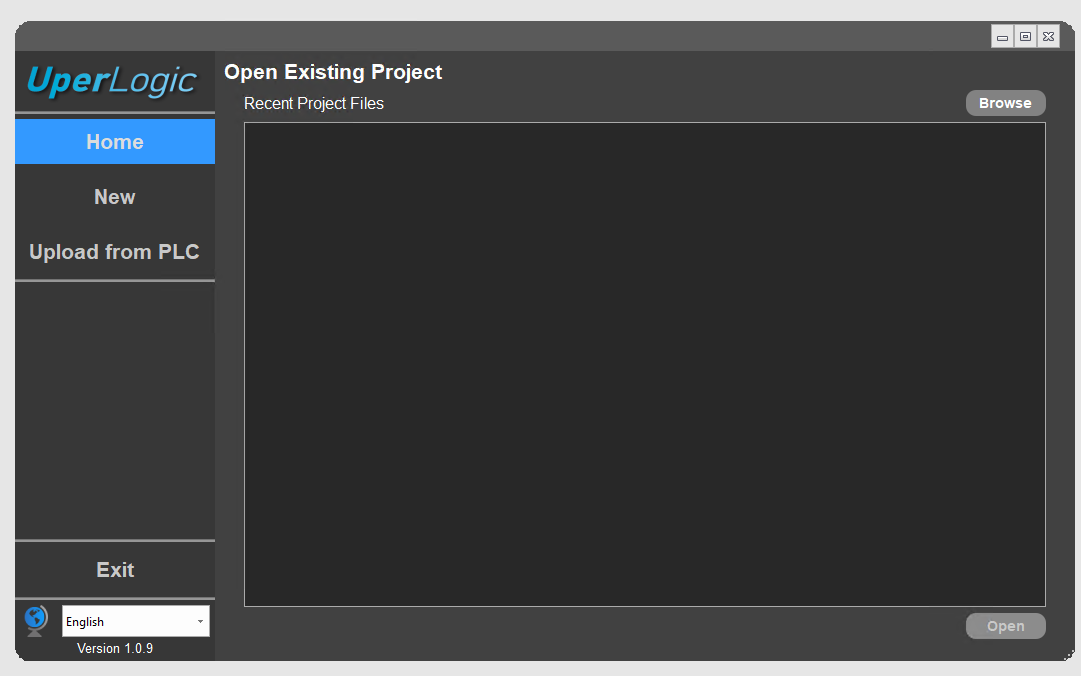
新規プロジェクトの作成
次は新規プロジェクトを作成するためにNewをクリックしてください。
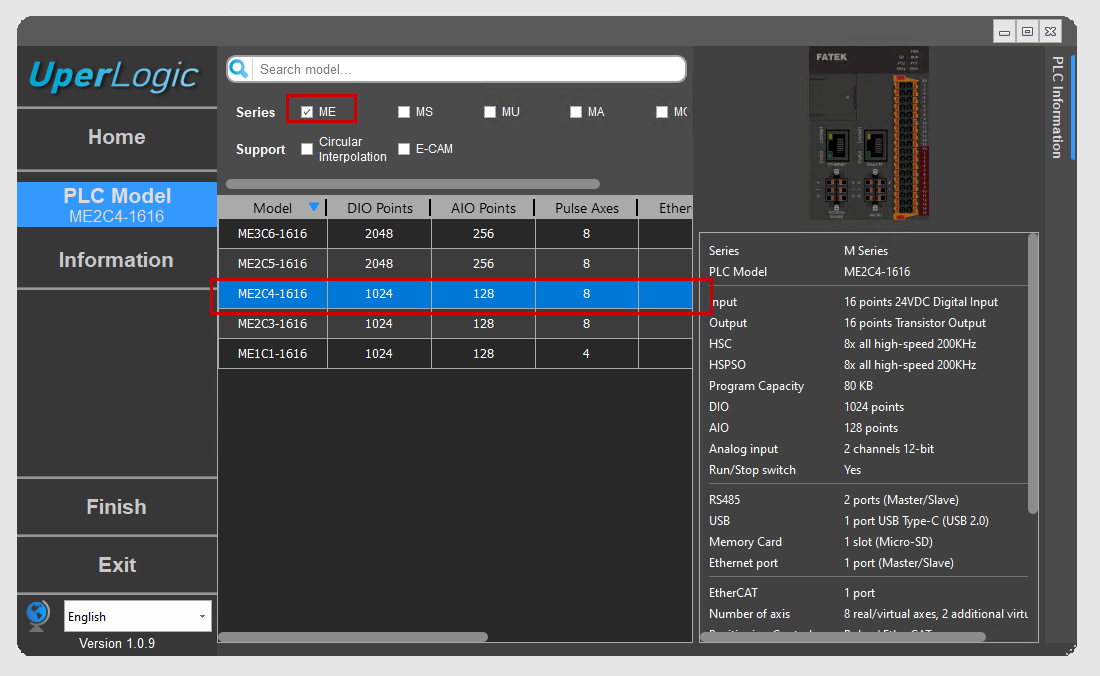
プロジェクトに使用するPLC機種を選択します。今回の記事ではME3C6-1616を使用します。
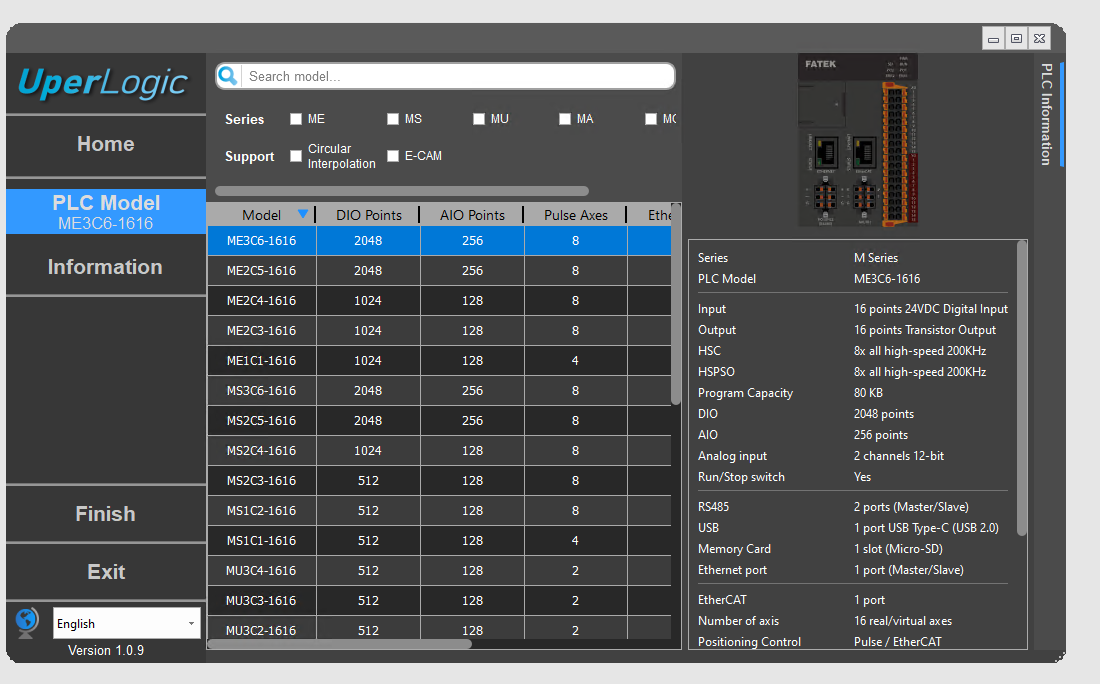
また、SeriesのCheckboxから表示するPLCの機種を変更できます。
PLCの機種選択終わったら、次はPLCプロジェクト名を設定します。
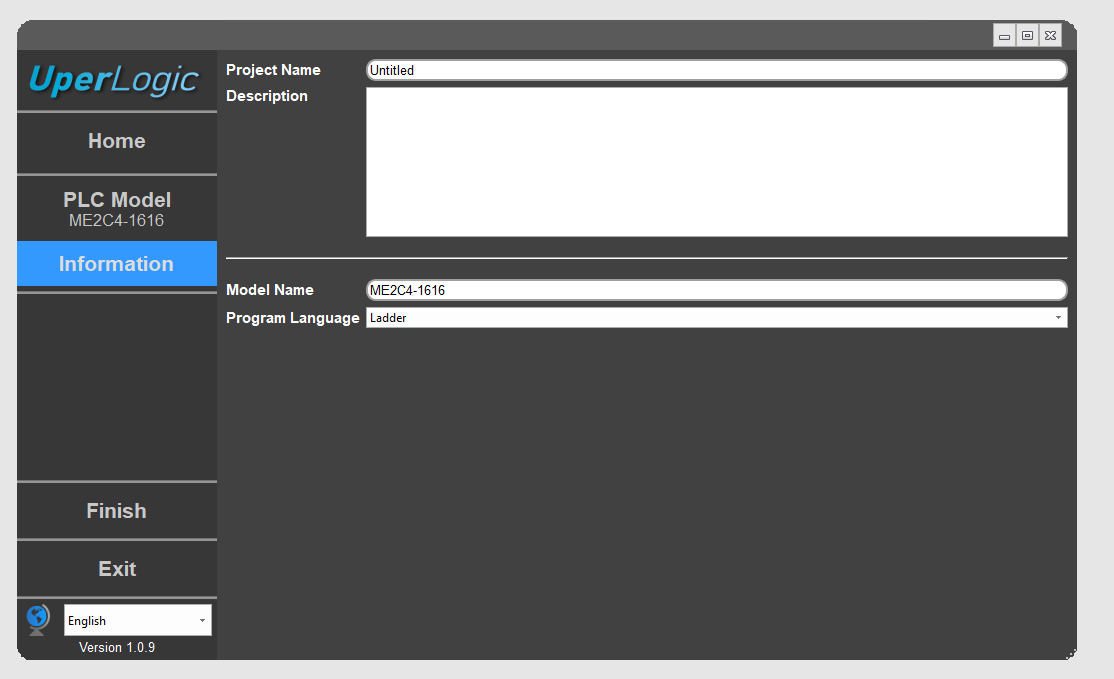
また、Program LanguageのDrop-BoxからラダーもしくはSTでプログラムを作成することが可能です。
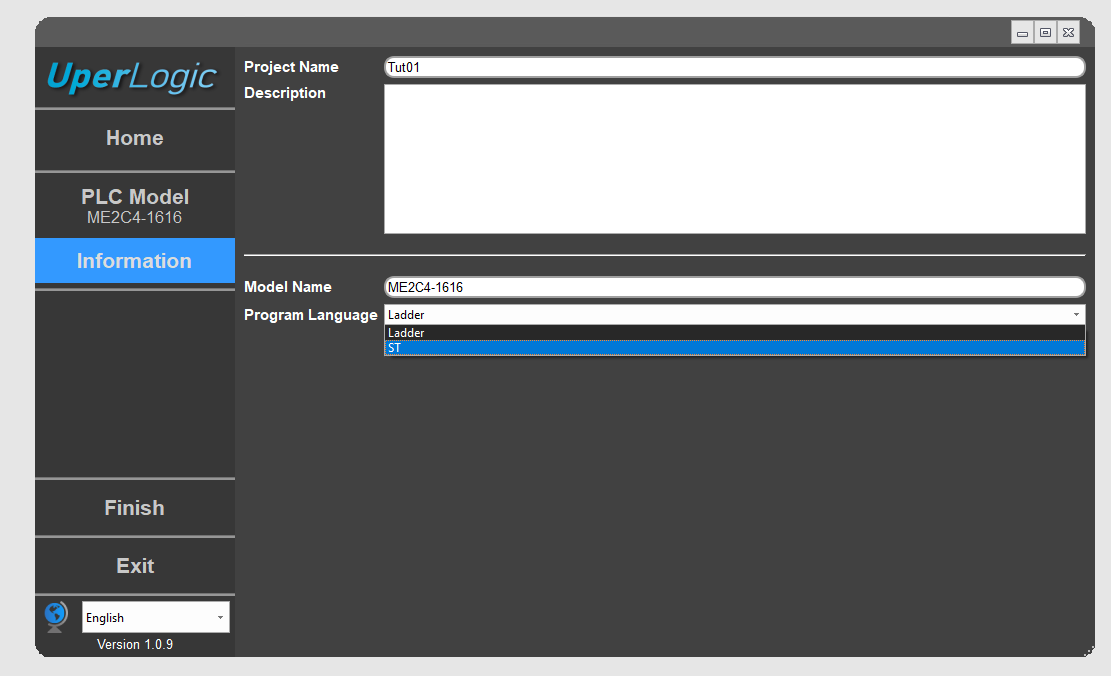
今回の記事ではラダーを選択します。そして最後Finishをクリックしプロジェクトをs悪性しましょう。
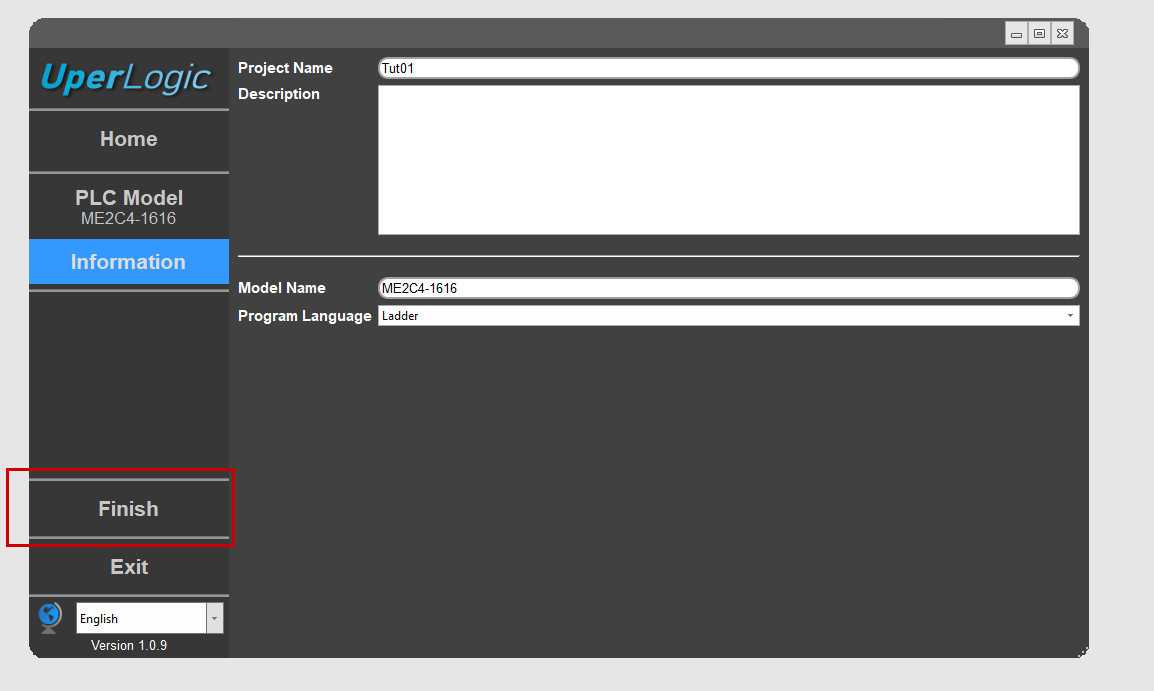
Done!これはあなたの初めてのUperLogicプロジェクトです。
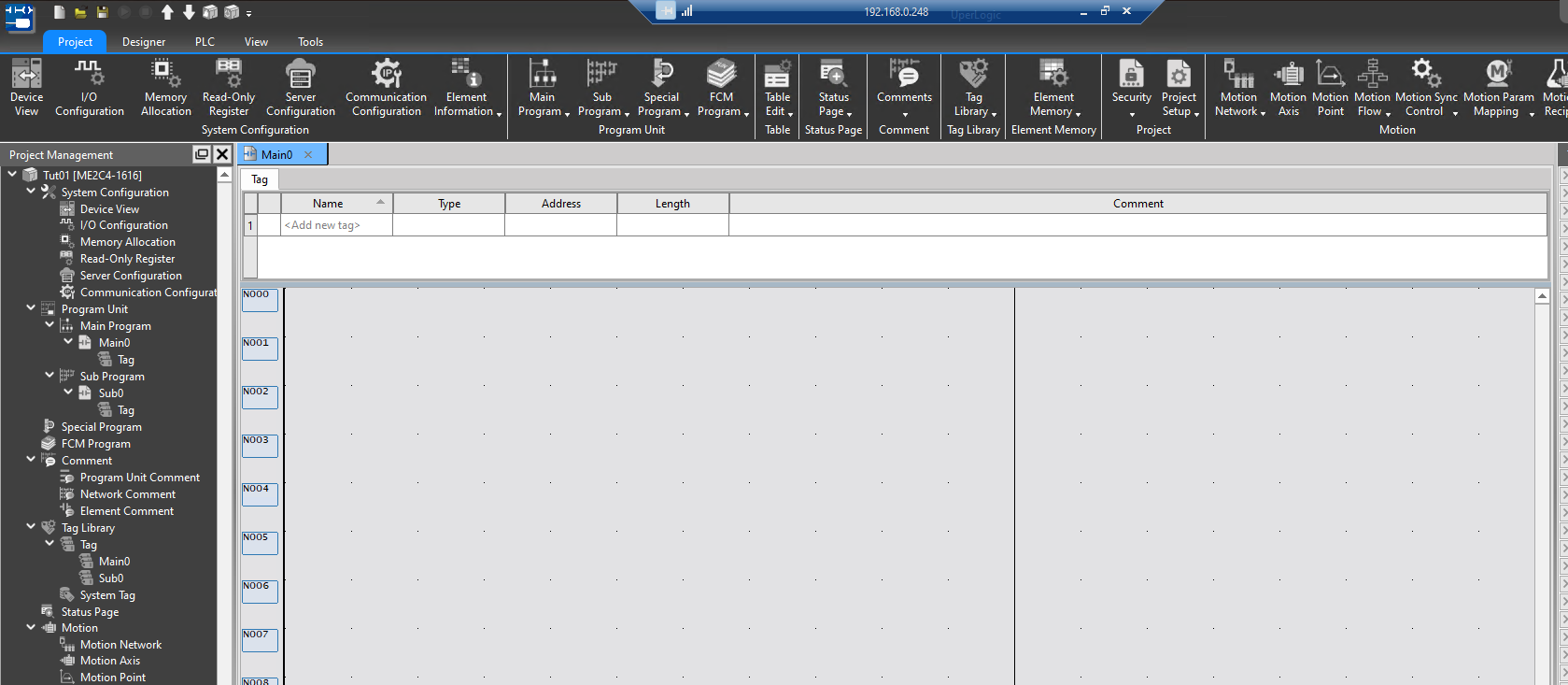
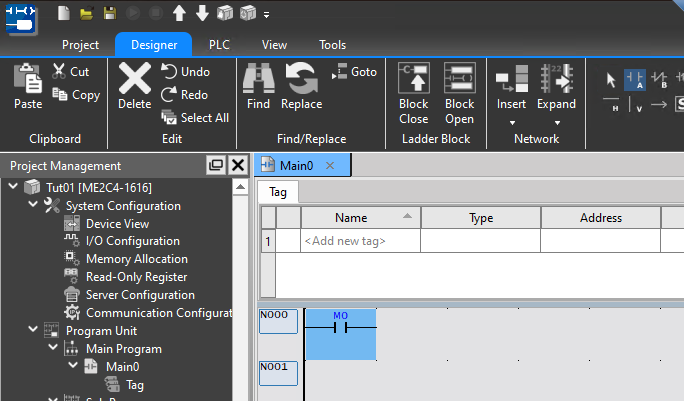
はじめてのラダー・ロジック
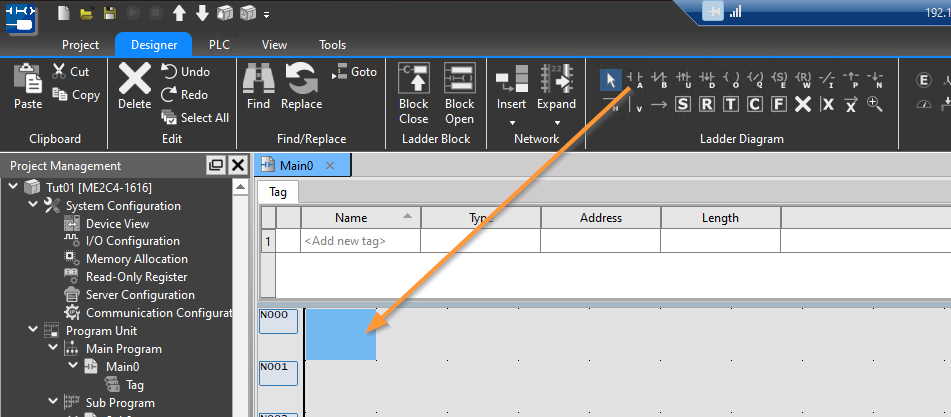
ここからは初めてのラダープログラムを作成していきましょう。Deisgner Tabを開き、Ladder Diagramのから各ラダー部品を追加することができます。
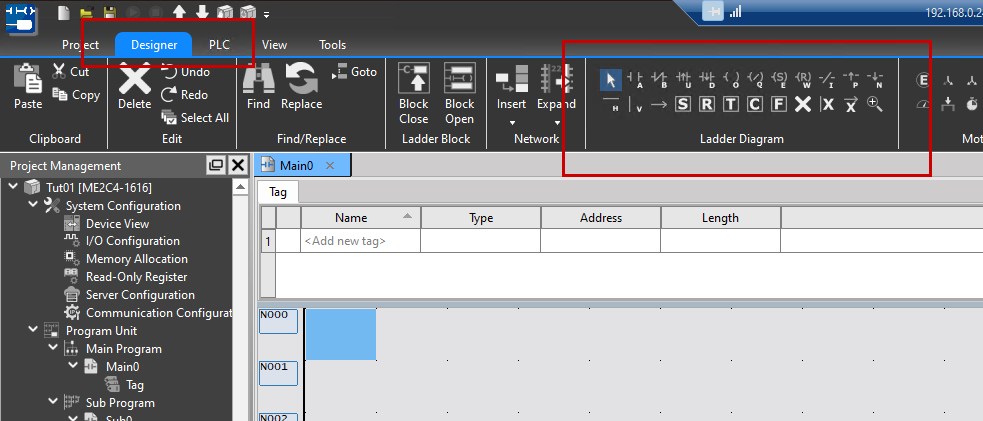
A接点追加
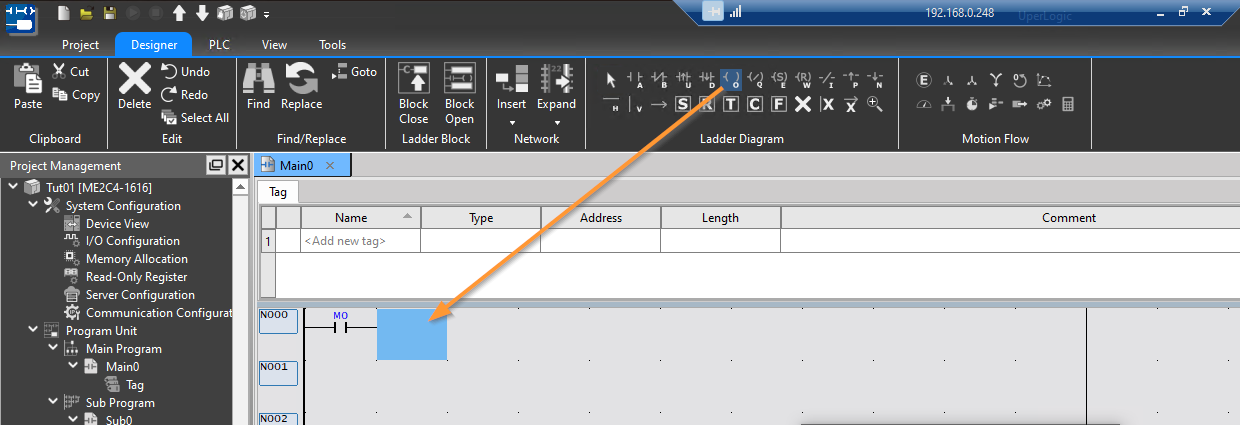
最初にA接点を追加するため、Ladder DiagramからA接点を選択し、N0000の方にDropしていきましょう。
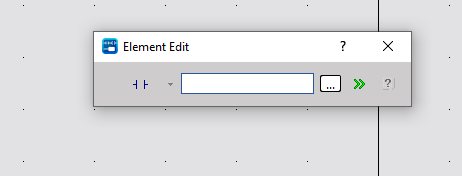
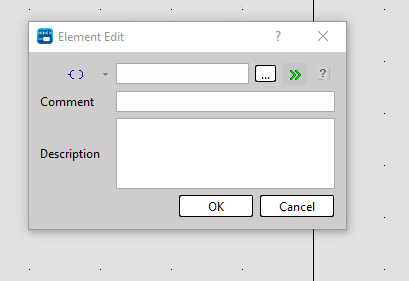
部品の編集画面が表示されます。
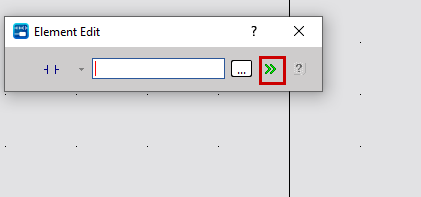
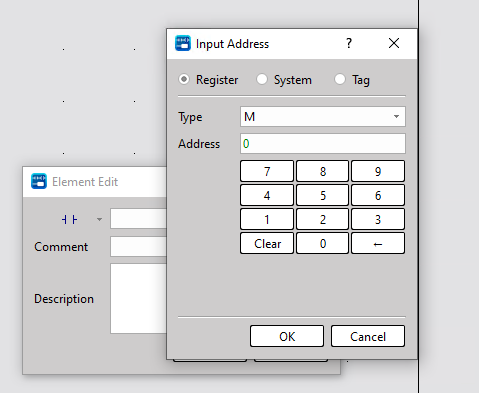
下記の>>アイコンをクリックします。
部品の詳細設定を編集可能で、ここで…のボタンをクリックし接点の番地を設定します。
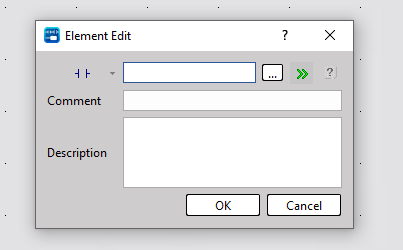
今回の例ではM0を設定します。
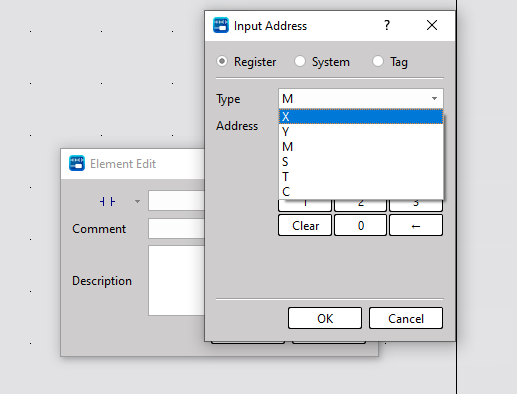
TypeのDrop-Listから異なるタイプのデバイスを選択することも可能です。
最後はOKで部品を追加しましょう。
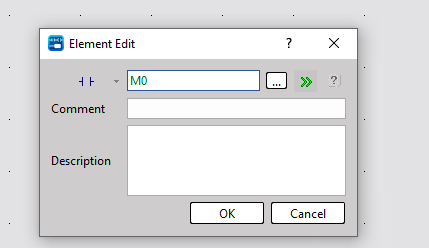
Done!これは初めてのラダー部品が追加されました。
コイル追加
次はコイルを追加していきます。
Ladder Diagramからコイルを選択し、N0000にDropしていきましょう。
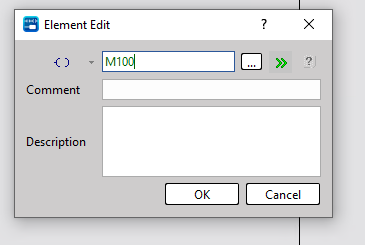
先ほどと同じ部品修正画面が表示されます。
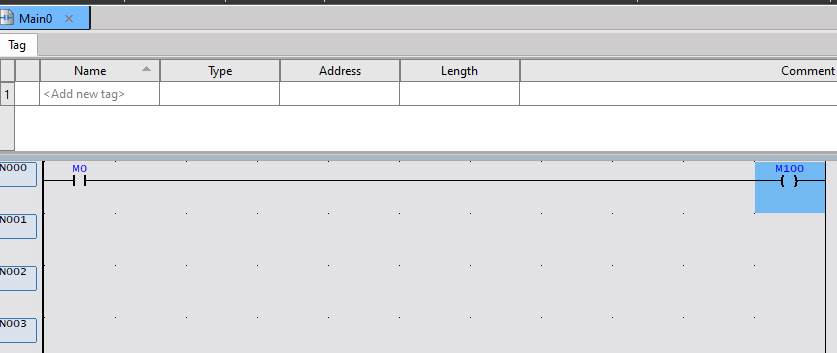
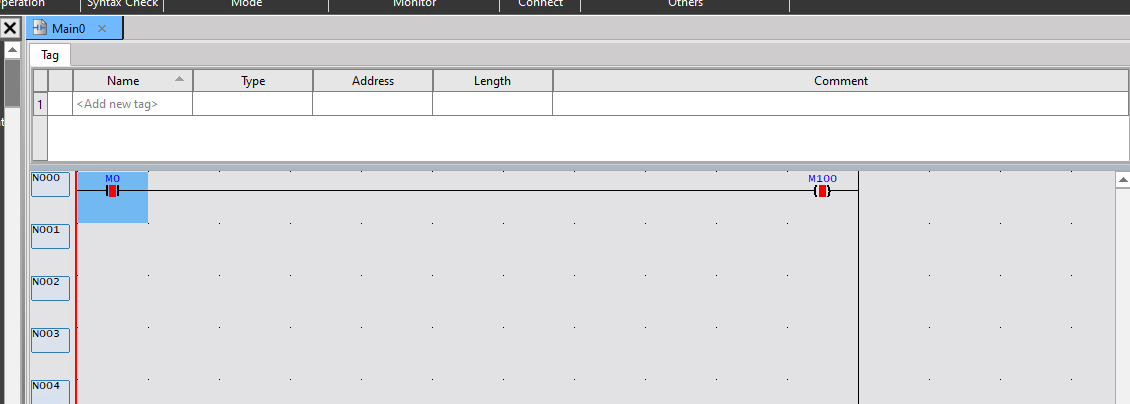
今回はM100に設定します。
Done!それで初めてのラダー回路を作成できました。
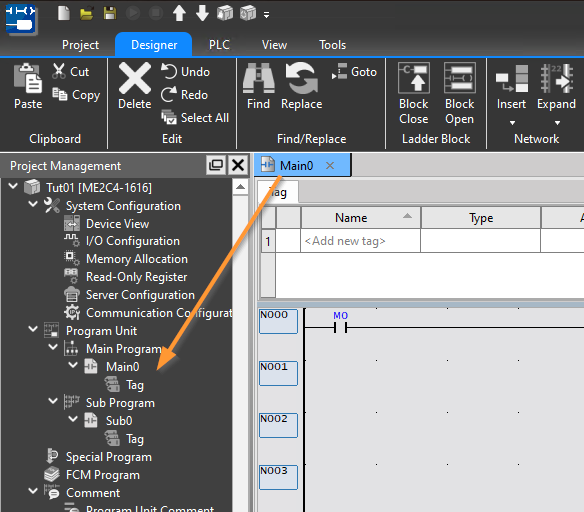
プログラムはどこにありますか?
実は私たちが編集してるプログラムはProgram Unit→Main Program→Main0にあります。
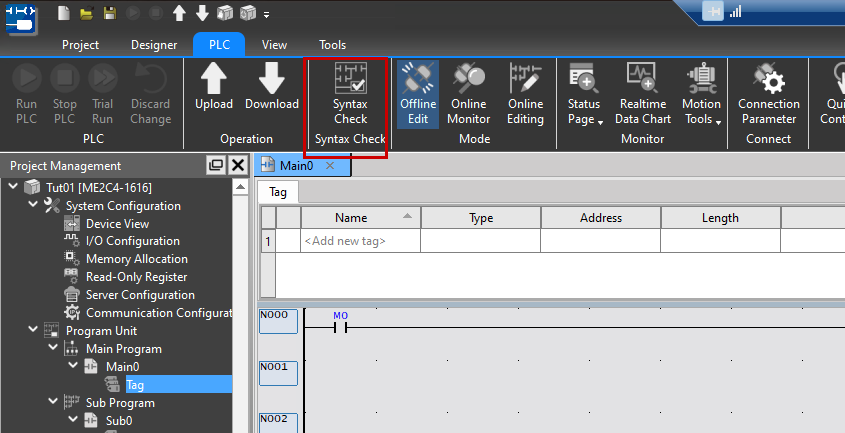
コンパイル
最後はPLC→Syntax Checkでプログラムがエラーあるかをチエックしていきます。
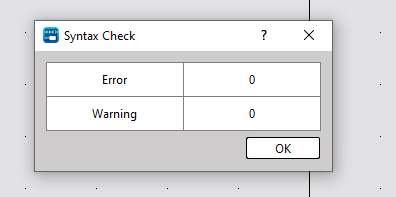
Done!エラーとWarningもありません。
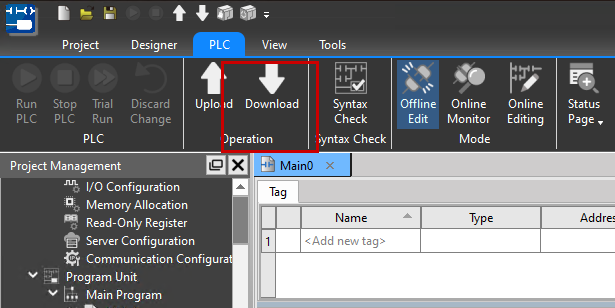
ダウンロード
次はPLC→DownloadでプロジェクトをPLCにDownloadしていきましょう。
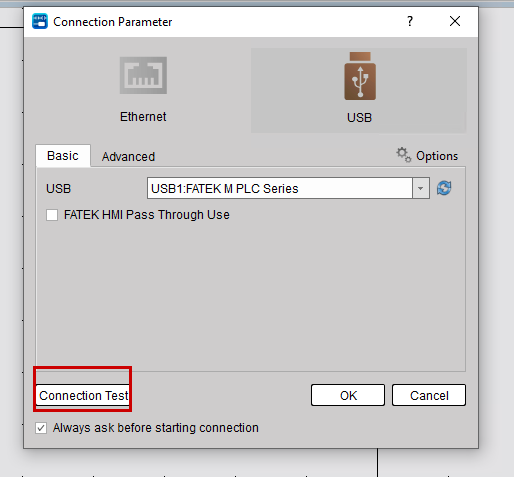
PLCと接続するためのパラメータ設定画面が表示されます。
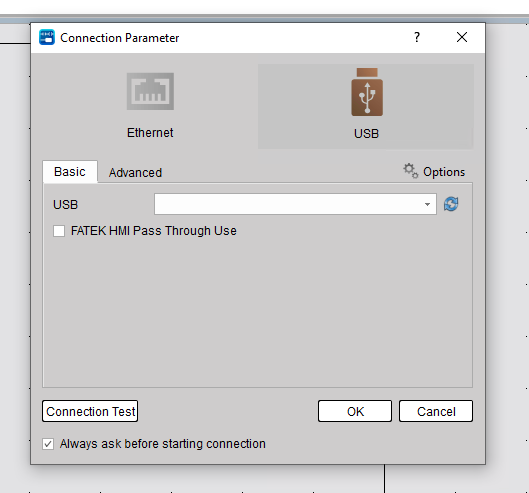
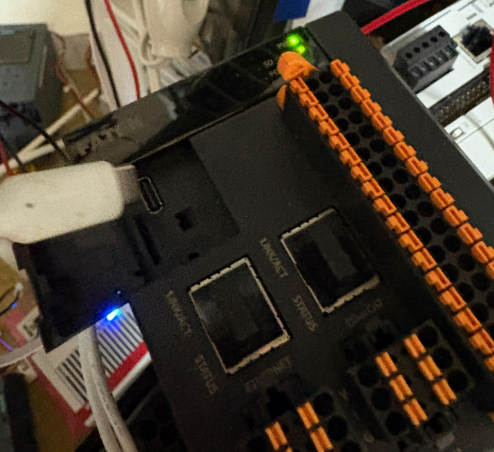
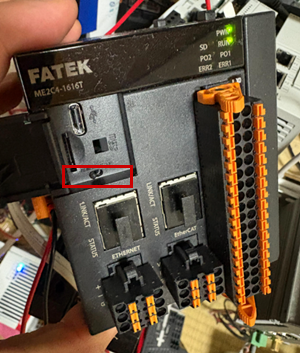
本体にあるUSB-C PortをM-PLCをPCと接続してください。
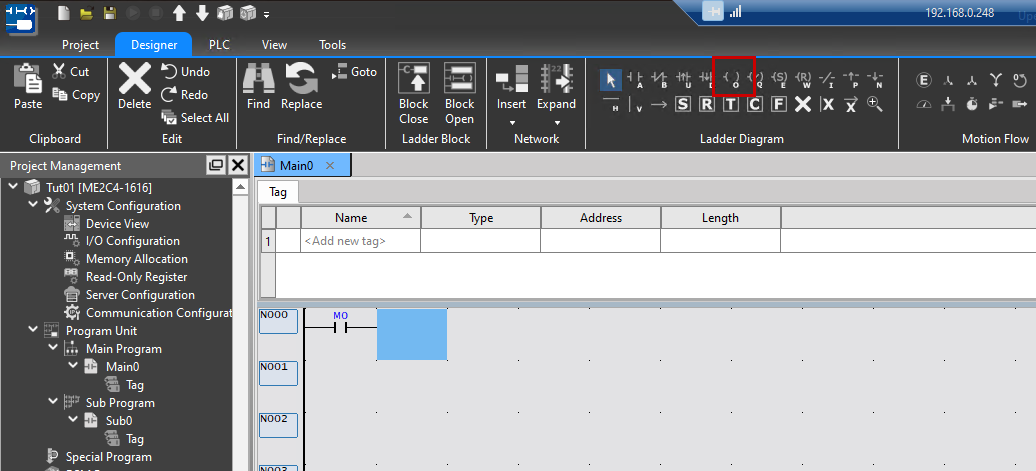
もしUSB Driverが表示されない場合は、下図の赤枠のボタンをクリックして下さい。
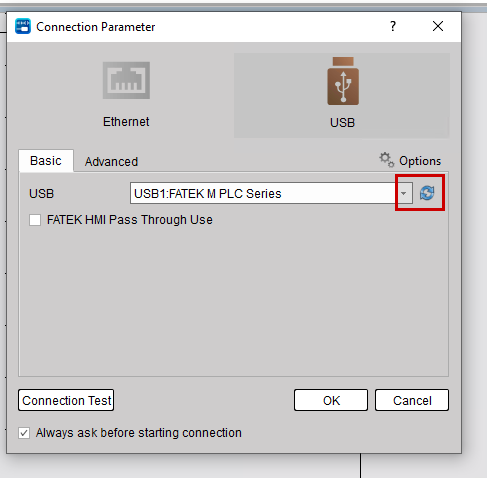
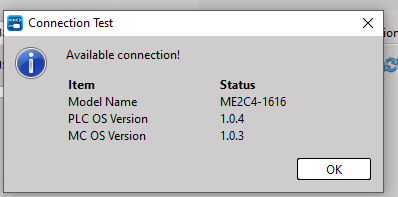
次は左下にあるConnection Testをクリックし、通信テストをしてください。
Done!PCとPLCの接続は問題ありません。そしてOkをクリックしプロジェクトをPLCにDownloadしてください。
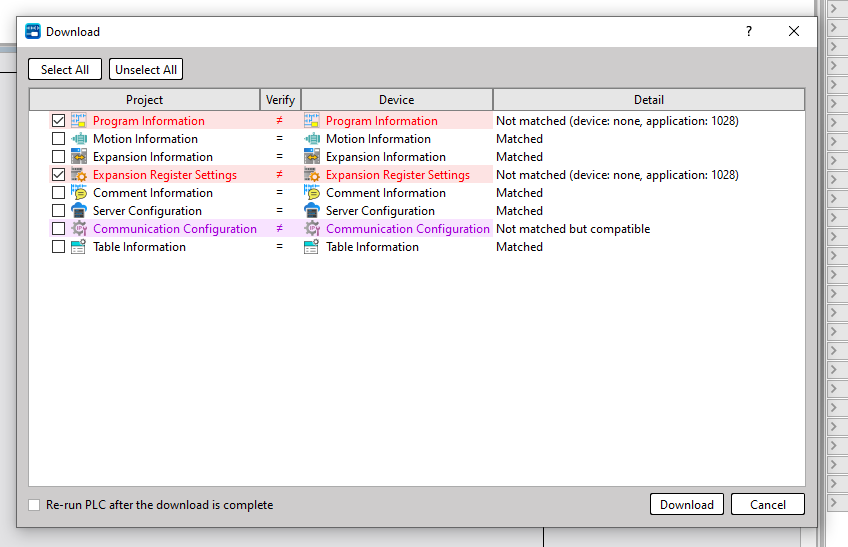
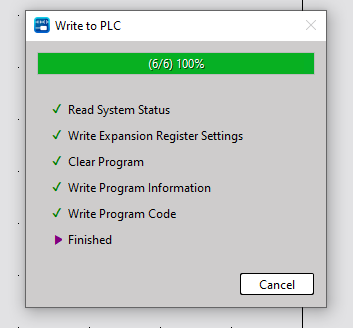
OfflineとOnlineの異なる場所を確認し、Downloadボタンをクリックしましょう。
Done!
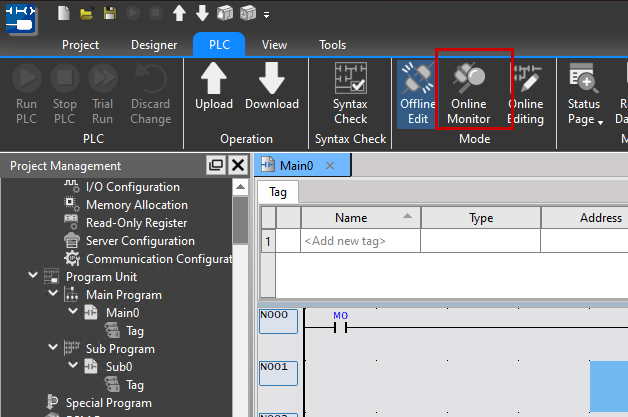
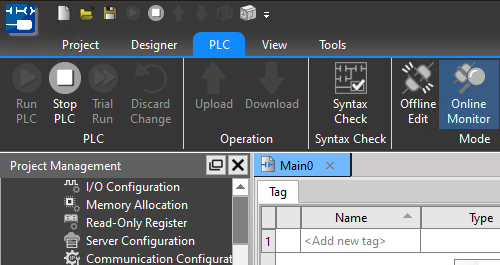
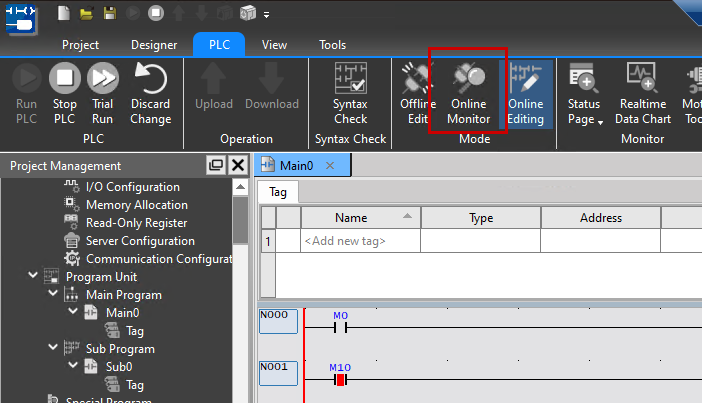
オンラインモニター
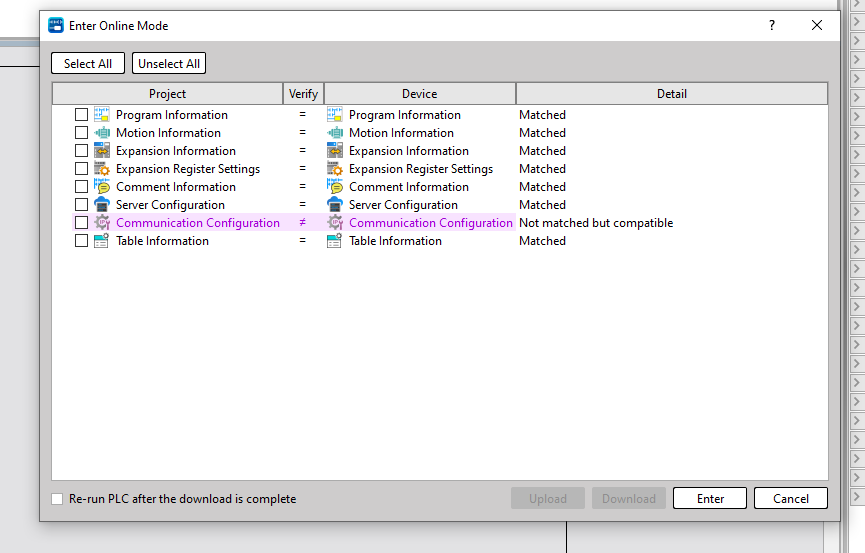
今度はPLC→Online Monitorで現在のプログラム状態を確認します。
Done!すべての項目にも一致しています。
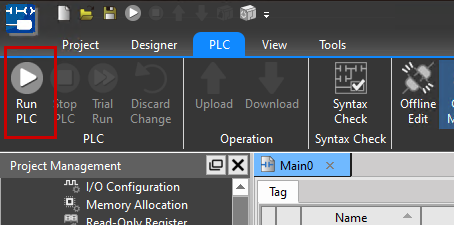
PLCをRUNモードに
次はRun PLCボタンをクリックし、CPUをStop→Runモードに切り替えます。
もし下記のメッセージが表示されたら、PLCの本体にある物理スイッチがSTOPになっています。
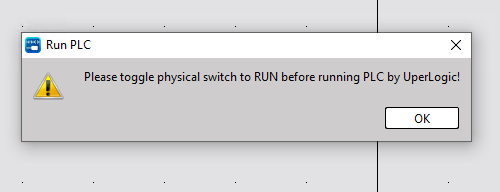
Done!PLCがRunになりました。
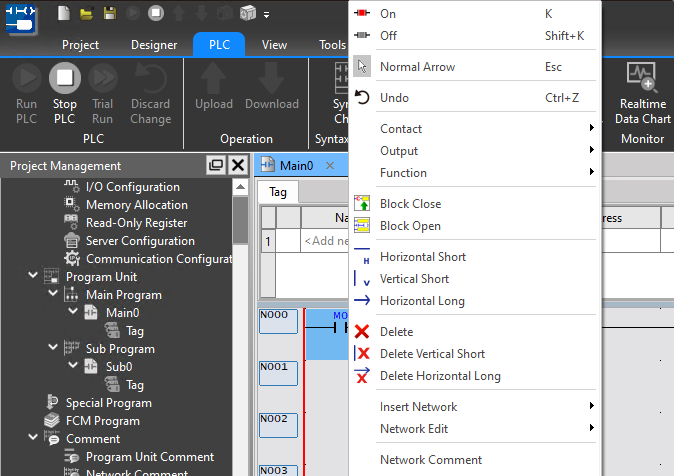
ON/OFFビット・デバイス
次はMonitor中に接点のON/OFF値を変更したい場合は、該当するデバイスを右クリック→ON/OFFもしくはK/Shift+Kしましょう。
Done!
Online Editing
Online編集をするには、PLC→Online Editingをクリックしてください。
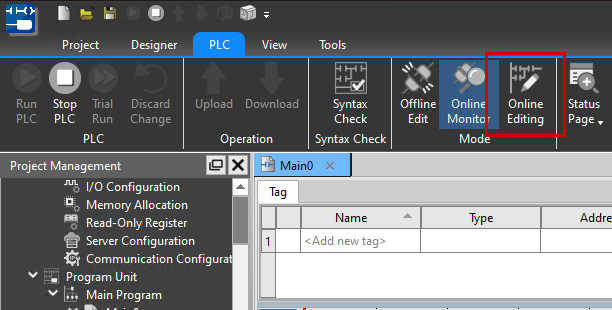
現在はOnline 編集モードになりました。

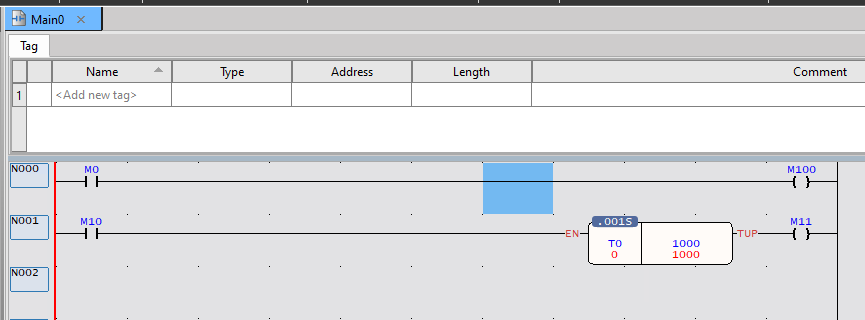
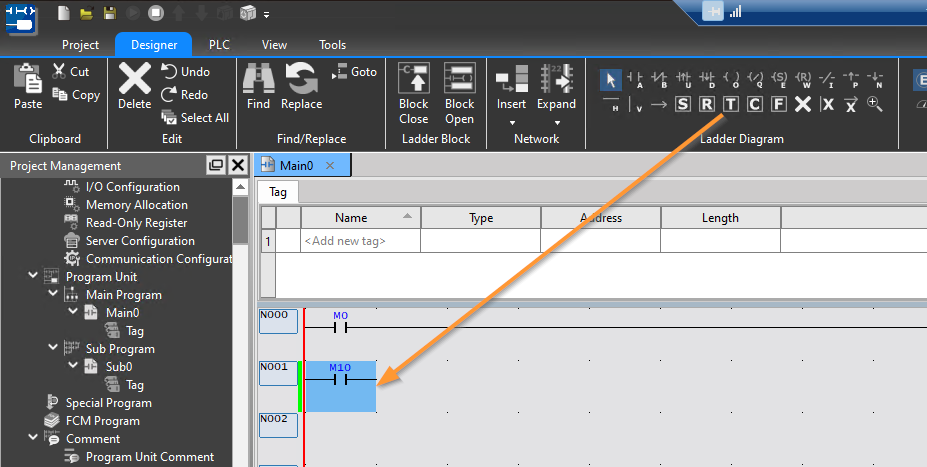
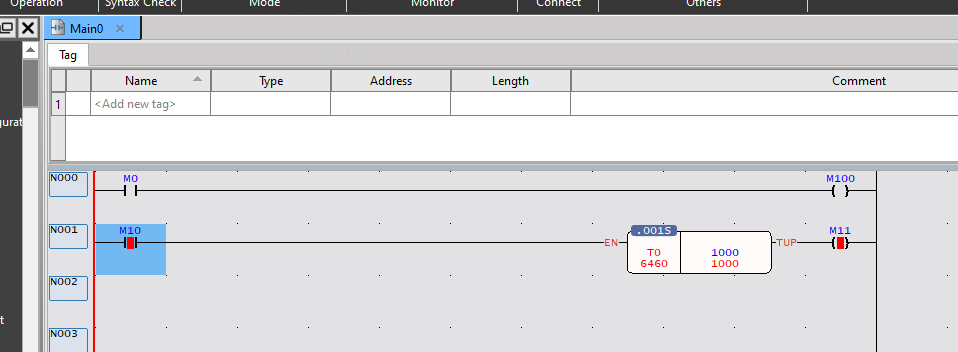
タイマー追加
新しい回路を挿入し、Ladder Diagramの中にTimerを追加していきましょう。
Timerの追加画面が表示されました。
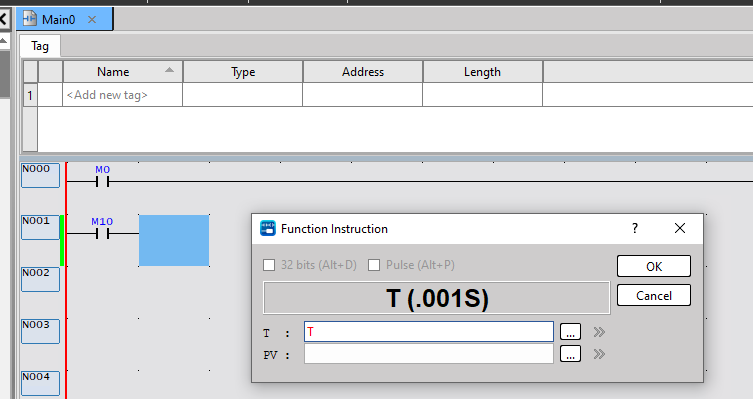
Tのところにタイマー番号入れ、PVを設定時間です。
すべてのパラメータ入力完了したら、Okで進みます。
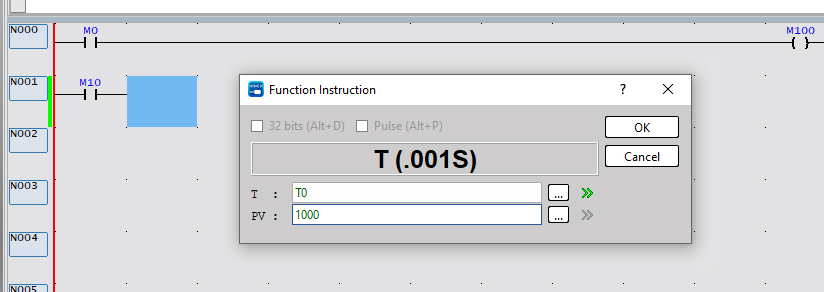
Done!タイマーが追加されました。
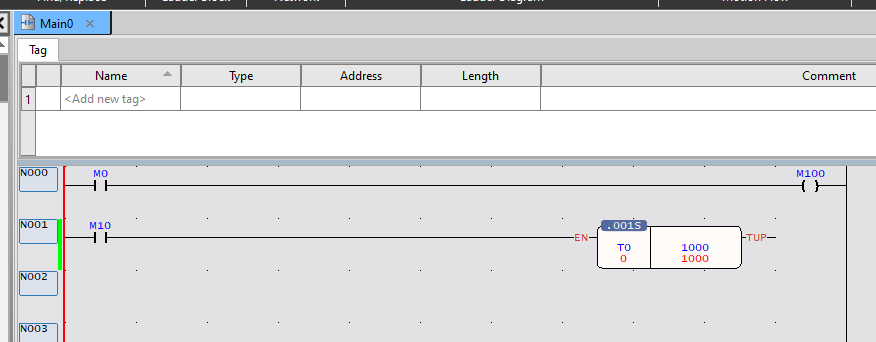
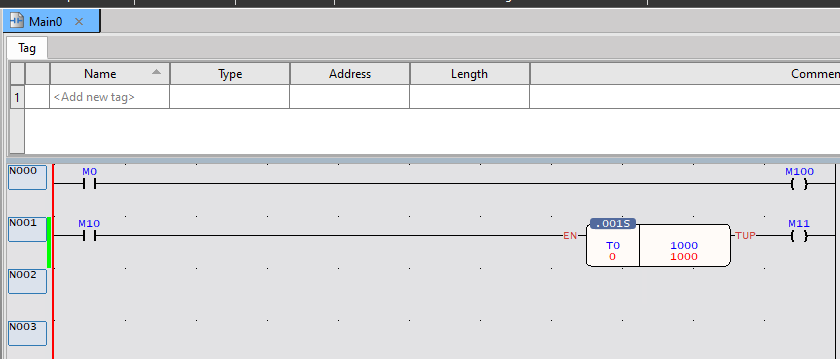
Add Coil for Timer Output
最後はTimerの出力にコイルを繋いていきましょう。
Trial Run?
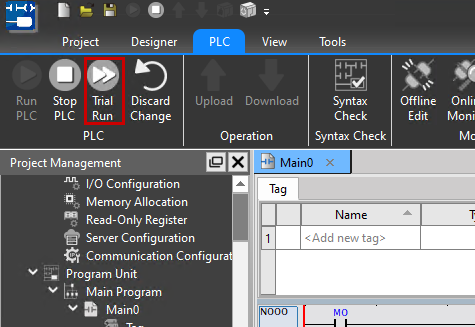
国産のPLCと違って、オンライン編集の場合、プロジェクトやプログラムの変更部分はすぐに PLC に書き込まれませんが、現在の変更部分を有効にするには、Trial Runを通して PLC の実行セクションに書き込む必要があります。
ファンクションバーの[PLC]→[Trial Run]をクリックして、PLC の試運転を行います。
Done!先程Online編集で追加したプログラムは現在実行されてるようになります。
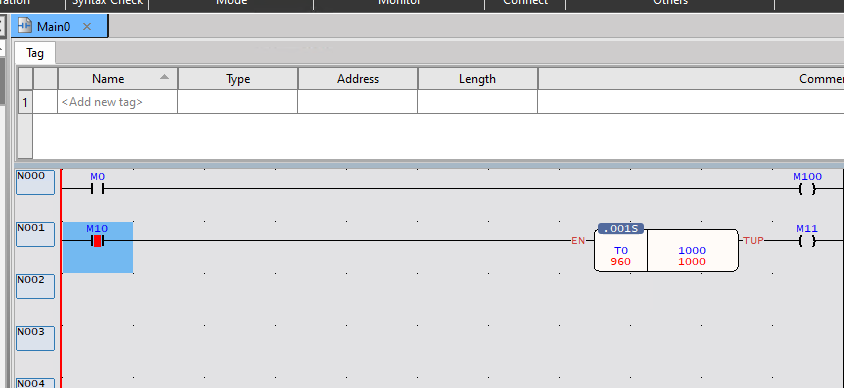
TimerにもちゃんとONできるようになりました。
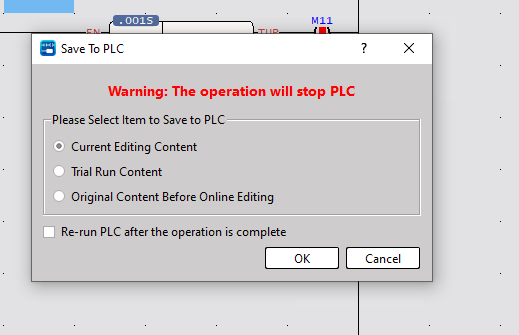
現在のプログラムをCPUに保存
先程編集したプログラムをCPUのROMに反映したいときは、もう一度PLC→Online Monitorします。オンライン編集中のデバッグコンテンツは、PLC実行セクションにのみ存在するため、オンライン編集モードを終了するときは、現在のプロジェクトコンテンツをPLCに再ダウンロードする必要があります。
注意:この操作は動作を停止します。
Online 変更したプログラムをCPU転送にするときは下記のPOPUPが表示されます。
- Current Content:現在のプロジェクトの内容が PLC に書き込まれる。
- Trial Run Content:前回のTrial Run のプロジェクトの内容に戻し、PLCに書き込む。
- Original Content Before Online Editing:オンライン編集に入るとプロジェクトの内容を復元し、PLC に書き込む。
Done!