今回はEtherCAT通信を使って、CMZ製コントローラ「FCT641」とOMRONサーボドライバ(R88D-1SN01L-ECT)を3軸構成で接続します。「MC_GearInPos」を使って、マスター軸とスレーブ軸を特定の位置関係でぴったり同期させる方法を紹介します。
それによって、 速度比だけでなく、「この位置でここに合わせたい」というタイミング制御が可能になるのがGearInPosの魅力です。
さ、FAを楽しもう。

Reference Link
前書き
いつも私の技術ブログとYouTubeチャンネルをご覧いただき、心より感謝申し上げます。また、いまFullさん(full@桜 八重 (@fulhause) / X)と共に毎週水曜日の夜にお届けしている「高橋クリス」ラジオ番組を運営しています。
技術は独り占めせず、届けるもの
私たちは工場の生産技術や制御に関する技術情報を、ブログや動画などで無料公開しています。「知識は誰でもアクセスできるべき」という信念のもと、現場で役立つ具体的なノウハウやトラブル事例などを発信してきました。すべて無料で続けているのは、「知らなかったせいで困る人」を少しでも減らしたいからです。
また、もしあなたの現場で…
- 「このPLCとデバイスの組み合わせ、ちゃんと動くのかな?」
- 「EtherCAT通信でうまくいかない部分を検証してほしい」
- 「新しいリモートI/Oを試したいけど社内に検証環境がない」
など、困っている構成や試してみたいアイデアがあれば、ぜひお知らせください。機器の貸出や構成の共有が可能であれば、検証し、記事や動画で発信します(ご希望に応じて匿名対応も可能です)。
支援のかたち
現在、私達の活動はほぼ無償で続けており、記事や動画の制作には、時間と検証環境の整備が必要です。この活動を継続的にコンテンツを提供するためには、皆様の温かいご支援が大変重要です。
メンバーシップ(ラジオの応援)
Fullさんとのラジオをより充実させるための支援プランです。
https://note.com/fulhause/membership/join
Amazonギフトリスト
コンテンツ制作に必要な機材・書籍をリストにしています。
https://www.amazon.co.jp/hz/wishlist/ls/H7W3RRD7C5QG?ref_=wl_share
Patreon(ブログ・動画活動への応援)
月額での小さなご支援が、記事の執筆・検証環境の充実につながります。
https://www.patreon.com/user?u=84249391
Paypal
小さな支援が大きな力になります。
https://paypal.me/soup01threes?country.x=JP&locale.x=ja_JP
知ってたら助かること、届けたいだけです
あなたの応援が、知識の共有をもっと自由で持続可能なものにしてくれます。これからもどうぞよろしくお願いします。
soup01threes*gmail.com
技術はひとりじゃもったいない。
減速機(Gear Reducer)ってなに?
簡単にいいますと、モーターの回転数を下げて、そのぶんトルクを増やすための装置です。モーターは高速でクルクル回るのが得意ですが、実際の機械(搬送・加工機など)では、ゆっくり力強く回したいことが多いんです。そんなときに減速機でスピードを落として、そのぶんトルク(力)を上げることができます。

基本用語
| 用語 | 意味 |
| 減速比 | 「モーター回転数 ÷ 出力回転数」 例:1000rpm→100rpmなら10:1 |
| トルク | 回す力の強さ(Nm)。減速するとトルクが増えるよ💪 |
| バックラッシ | ギア間の「遊び(がたつき)」、精密な制御では超重要! |
仕組み(原理)
減速機は中にいろんな歯車(ギア)が入っていています。
- 入力側(モーター)の速い回転を
- 出力側(負荷)**にゆっくり回るように変換してくれます
MC_GearInPos
マスター軸とスレーブ軸を「ある位置関係」で同期させるためのファンクションブロック(FB)で、通常の MC_GearIn が「速度比のみ」で連結するのに対して、MC_GearInPos は「このマスター位置で、このスレーブ位置に来ててね」って位置ペア指定できます。
注意
- MasterStartDistance をマイナス or 0にしないと Buffered/Blending モードでは使えない
- モジュロ(360°リピート系)軸で AvoidReversal=TRUE にすると逆転NGな設計ができる
- 事前に MC_MoveAbsolute などでマスター軸が走っていることが前提
今回使用するのはNidecのVRB-042C-5-K3-S8ZG8なので、減速比はシングルの5になります。

インタフェース
IN
| パラメータ | 意味 |
| Execute | 上昇エッジで処理開始 |
| RatioNumerator / Denominator | ギア比(例:2:1) |
| MasterSyncPosition | マスター軸がこの位置に来たら同期が完了する |
| SlaveSyncPosition | スレーブ軸はこの位置に来るように追従する |
| MasterStartDistance | 同期開始地点までの距離(=同期の予告距離) |
| BufferMode | Aborting/Buffered/BlendingPrevious |
| AvoidReversal | TRUEなら、スレーブの逆転はNGとする(Modulo軸限定) |
IN/OUT
| パラメータ | 意味 |
| Master / Slave | それぞれの軸参照(AXIS_REF_SM3) |
OUT
| パラメータ | 意味 |
| StartSync | 同期開始が始まった瞬間にTRUE |
| InSync | 同期完了後にTRUE |
| Busy | 実行中フラグ |
| Error / ErrorID | エラー発生情報 |
| CommandAborted | 他のFBで中断されたとき=TRUE |
具体的な同期動作例
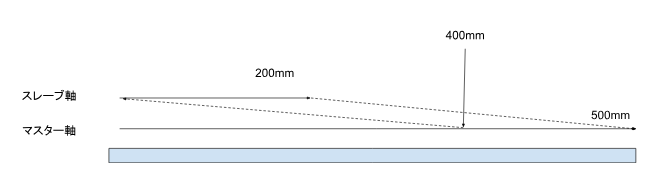
こちらはGearInPosの同期動作例です。
- マスター軸:搬送ベルト、一定速度で動いてる
- スレーブ軸:ローラー、決まった位置でぴったり同期開始してラベルを貼る
- 要求:
- マスターが 位置500.0mm に到達したら、
- スレーブが 位置200.0mm にちょうど来るように、
- マスター位置400.0mmあたりから同期開始したい
なので、MasterStartDistance を短くすれば反応が早く、長くすれば滑らかな同期になります。また、Ratio を 1:2 にすれば、「マスターが2倍動いたらスレーブが1動く」的なギア比になります。
パラメータ設定
| パラメータ | 値 | 単位 | 説明 |
| MasterSyncPosition | 500.0 | mm | マスターがこの位置に来たときに同期が完了してる状態にしたい |
| SlaveSyncPosition | 200.0 | mm | 同期完了時にスレーブがこの位置にいればOK |
| MasterStartDistance | 100.0 | mm | つまり「500.0 – 100.0 = 400.0mm」から同期開始(加速・減速含めて) |
| RatioNumerator | 1 | – | 速度比(1:1) |
| RatioDenominator | 1 | – | |
| BufferMode | MC_BUFFER_MODE .Aboring | – | 今回は即実行(Aborting) |
| AvoidReversal | FALSE | – | 今回は正逆転気にしない一般軸 |
タイミング
時間ベースから実際GearInPosの動きは以下になります(時間は仮に設定したものでご了承ください)。
| タイミング | 動作 | 信号 |
| t = 0 | マスターが走り始める(例:MC_MoveVelocity) | |
| t = 1s | マスター位置 ≈ 400mm | MC_GearInPos.Execute := TRUEをON! |
| t = 1.2s | StartSync = TRUE(400mm通過時点) | |
| t = 2.0s | マスターが500mm、スレーブも200mm到達 | InSync = TRUE(ぴったり同期!) |
実装例
| Axis_GearInPos( Master := MasterAxis, Slave := SlaveAxis, Execute := TRUE, RatioNumerator := 1, RatioDenominator := 1, MasterSyncPosition := 500.0, SlaveSyncPosition := 200.0, MasterStartDistance := 100.0, BufferMode := MC_BUFFER_MODE.Aboring, AvoidReversal := FALSE ); |
OMRONサーボエンコーダ画面
OMRONのR88サーボにはエンコーダのプロパティ画面があり、中にその2つのITEMがあります。
- Encoder Resolution per Rotation = 8388608、1回転あたりのパルス数(理論値):8388608 で固定になります(仕様)。
- One-rotation Dataは実際の「0°〜360°」に対して現在マッピングされてる回転単位あたりのデータ長になります。

Implementation
EtherCAT Configuration
今回の記事では3個目のOMRONサーボを追加します。こちらのサーボは減速機に取り付けられています。

減速機の減速比は5:1なので、Scaling/Mapping>Motor turnsのところに5を入力してください。

プログラム
次はプログラムを作成します。
fbAxis
こちらは前回の記事の続きで、fbAxisに絶対位置決めのFB SM3_Basic.MC_MoveAbsoluteを宣言し、AXIS_REF_SM3と接続します。
| FUNCTION_BLOCK fbAxis VAR_IN_OUT AXIS_REF_SM3: AXIS_REF_SM3; END_VAR VAR_OUTPUT END_VAR VAR _mc_power:SM3_Basic.MC_Power; _mc_jog: SM3_Basic.MC_Jog; _mc_Reset:SM3_Basic.MC_Reset; _mc_halt:SM3_Basic.MC_Halt; _mc_Stop:SM3_Basic.MC_Stop; _mc_readStatus:SM3_Basic.MC_ReadStatus; _mc_moveRel: SM3_Basic.MC_MoveRelative; _MC_HOME: SM3_Basic.MC_Home; _mc_Readpos: SM3_Basic.MC_ReadActualPosition; _mc_readVel: SM3_Basic.MC_ReadActualVelocity; _mc_readAxisError: SM3_Basic.MC_ReadAxisError; _mc_moveAbs:SM3_Basic.MC_MoveAbsolute; END_VAR |

pAxis
次はpAxisです。こちらの前回の続きを修正します。SM3_Basic.MC_GearInPosのFBを2つ追加し、軸1と軸2に接続します。今回の記事では、マスター軸は軸3になります。
| PROGRAM pAxis VAR _Axis1: fbAxis; _Axis2: fbAxis; _Axis3: fbAxis; _AxisGear :SM3_Basic.MC_GearIn; _AxisGearOut:SM3_Basic.MC_GearOut; _AxisGearInPos :SM3_Basic.MC_GearInPos; _AxisGearInPos1 :SM3_Basic.MC_GearInPos; END_VAR |

画面
次は前回の記事の画面を修正します。
Visu-Template
前回の画面にMC_HOMEとMC_MOVEAbsolute Templateを追加します。

Visu-Axis1/2/3
そして各軸の画面を修正します。

Visu-GearInPos
こちらはGearInPosの画面になります。軸1と軸2の同期用のGearInPos Templateと絶対位置のコマンド発行のためのTemplateを追加しました。また、トレースで3つの軸の現在値を確認できるようにします。

デバイスへログイン
メニューから: Online > Loginし、デバイスとCODESYS IDEが接続され、アプリケーションをダウンロードします。

実行開始
再生ボタン(F5)をクリックしてPLCアプリケーションをスタートします。

結果
実機の動作確認は、YouTube上にアップロードしたデモ動画にてご確認いただけます。
Codesys.CMZ GearINPos FB with 3 OMRON EtherCAT Servo
マスターを 150 に移動したのに、スレーブは130で止まってる理由?
MC_GearInPosの「SlaveSyncPosition = 30.0」と、ギア比「1:1」が関係してるからです。

いまの設定と結果を比較してみると、つまりマスターが 50.0 に来たら、スレーブが 30.0 に来ています。
| 項目 | 値 | 説明 |
| RatioNumerator | 1 | ギア比:1 |
| RatioDenominator | 1 | 同上(1:1) |
| MasterSyncPosition | 50.0 | このときに同期完了する |
| SlaveSyncPosition | 30.0 | 同期完了時にスレーブがこの位置にいるように制御する |
ギア比が 1:1 だから、「マスターが100動いたら、スレーブも100動く」ってことです。でも開始時点でスレーブは「30.0」の状態だったから…

スレーブの位置 = SlaveSyncPosition + (マスターの移動量 − MasterSyncPosition)
→ なので、30.0 + (150.0 − 50.0) = 130.0 になります。
結論から言いますと、同期完了時の位置ペアを「基準点」として、その後の動きをギア比で引き継ぐ制御になり、最終目標は「150:130」ではなく、「50:30」を基準とした動き、そこからの増分がギア比に従います。
マスター軸が150→100に位置決めしたら、スレーブ軸はどうなる?
それではまずもう一度設定を見てみましょう。「マスターが50に来たときに、スレーブが30にいる」ということで、 これを基準点として、以降はギア比に従って一緒に動きます。
| 項目 | 値 |
| MasterSyncPosition | 50.0 |
| SlaveSyncPosition | 30.0 |
| Ratio | 1:1(=1) |
結果としてはスレーブも「80.0」まで戻るように動作します。

そのときはMasterStartDistanceも関係なくなるのか?
結論から言うと、同期(InSync)成立「後」は MasterStartDistance は関係なくなります。表からまとめますと、
| タイミング | MasterStartDistance の役割 |
| 同期開始前 | 「どこから加速・減速して同期させるか」を決める距離。つまり準備区間 |
| 同期開始中 | マスターが MasterSyncPosition – MasterStartDistance を通過すると StartSync = TRUE になり、スレーブが追いかけ始める |
| InSync = TRUE(同期完了)以降 | 無関係! → 以降は完全に「ギア比」だけでマスターに追従します(ただの追従状態) |
たとえば今の設定だと…
- MasterSyncPosition = 50.0
- MasterStartDistance = 20.0
つまりマスターが30.0に来たときからスレーブの同期動作が始まり、 50.0に達したときにInSync = TRUEです。
その後、マスターが150.0 → 100.0に戻っても、スレーブはその動きに ギア比で完全追従するだけで、MasterStartDistanceはもう使われないんです。